Sinter Quality and Process of Sintering Iron Ores
Sinter Quality and Process of Sintering Iron Ores
Sinter is normally the major component of the blast furnace (BF) charge burden. Sinter consists of many mineral phases produced during process of sintering of iron ores. The quality and properties of sinter are dependent on the mineral structure of sinter. However, since the sintering conditions are usually not uniform throughout the sinter bed, the phase composition, and therefore the sinter quality, varies in the sinter bed.
The structure of sinter is not uniform. It consists of pores (of varying sizes) and a complex aggregate of mineral phases, each with different properties. It is the combination of these pores and mineral phases, and the interaction between them that determines the sinter quality, but also makes the prediction of sinter properties very difficult. Though a large number of investigations have been carried out on sinter, still the correlation between the chemical composition and mineralogy of sinter with its properties and behaviour is still not clearly understood.
Schematics of sinter mix and the product sinter are at Fig 1.
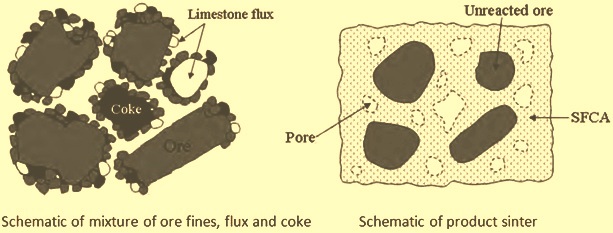
Fig 1 Schematics of sinter mix and product sinter
Sintering process is a generic term that is used to describe the process of agglomeration of a green mix of iron ores, fluxes and coke and plant solid wastes having a particle size of -10 mm so as to produce sinter which can withstand operating pressure and temperature conditions existing in a BF. Solid wastes such as dusts, sludges, slags and mill scales etc. are used for their utilization in sinter mix because of the complex chemical structure and mineral components of these materials. The process of sintering is described in detail in a separate article which is available under the link http://www.ispatguru.com/the-sintering-process-of-iron-ore-fines-2/
During the process of sintering, as the combustion of fine coke particles starts at temperatures between 700 deg C to 800 deg C, it results in the formation of CO (carbon mono oxide) gas. The surface of the iron ore core and its adhering fines are reduced to magnetite. As the temperature rises to 1100 deg C , low melting point phases such as Fe2O3.CaO, FeO.CaO and FeO.SiO2 are formed by solid-solid reactions. The phase termed SFCA (silico-ferrite of calcium and aluminum), forms at this stage. SFCA is identified as a solid solution of CaO.2Fe2O3 with small amounts of dissolved Al2O3 and SiO2. This phase is considered as a complex quaternary phase.
During the sintering process, equilibrium phase relations are not normally reached due to the flame front that rapidly passes through the sinter bed. This results in the high degree of heterogeneity of the sinter, and the formation of non-equilibrium phases that are not expected from thermodynamic considerations. The composition of the sinter therefore varies from place to place in the bulk material, depending on the nature of the individual ore and flux particles and the extent of reactions between them.
Macroscopically sinter has a non-uniform structure with large irregular pores. Microscopically it consists of bonding phases, relict ore particles, remaining glassy phases and very small non-uniform pores and cracks. Depending on different parameters such as temperature, composition, oxygen partial pressure, time and atmosphere, different phases form in different proportions, while different morphologies develop. The morphology essentially reflects the mode of formation and is related to a particular chemical composition, heating and cooling rate of the sinter.
Acicular SFCA starts to form below 1185 deg C; when the temperature has risen to 1245 deg C the unreacted hematite disappears and the SFCA crystal size increases. The SFCA begins to decompose when the temperature exceeds 1300 deg C forming hematite if the partial pressure of oxygen is high and the temperature is lower than 1350 deg C, and magnetite when the partial pressure of oxygen is low and the temperature is higher than 1350 deg C with the slag components are redistributed into the melt. Decomposition of SFCA is enhanced by extended time above the decomposition temperature, and increased maximum temperature.
In the sintering process, the above chemical reactions take place at high temperatures which results into the formation of a melting phase which is used during solid liquid reactions for assimilation and combining together of iron ore fines and fluxes. During the process, the formation of melt occurs in the flame front where the temperature is above 1100 deg C. This the melt solidifies to become the bonding phases which make up the majority of other phases within a sinter. The main bonding phase is normally composed of SFCA .
The volume of the melting phase plays a significant role in the process of sintering. Excessive melting results into a homogeneous glassy structure, which has a low reducibility, whereas a very low concentration of melting causes insufficient strength, resulting in a high amount of return fines.
Chemical reactions during sintering results into formation of sinter cake which is a multiphase material with a heterogeneous microstructure. It is composed of several mineral phases out of which main phases are hematite, magnetite, iron ore, SFCA, dicalcium silicate and a glassy phase. The mineralogical distribution of different phases determines the microstructure of the sinter which imparts the quality of the sinter such as mechanical strength and its behaviour during reduction in the BF. SFCA is considered as the most important component of the bonding phase due to its abundance in the sinter and its significant influence on the sinter quality.
From the sintering mechanism it is clear that the sinter phases are mainly formed during the sinter process at temperatures above 1100 deg C. Therefore, the temperature-time characteristics of the sinter process contribute strongly to the microstructure and phase composition of sinter.
The temperature profile in the sinter bed is characterized by a steep rise to a maximum temperature during the heating cycle. The maximum temperature reached is usually higher than 1300 deg C and may be as high as 1350 deg C. A gentle slope after reaching maximum temperature indicates the relatively slow cooling of the finished sinter during the cooling cycle.
Due to changes in bed permeability during the sintering process, different temperature profiles are obtained from top to bottom in the sinter bed. Hence the heating rate, maximum temperature reached, time at temperatures higher than 1100 deg C and the cooling rate normally differs in the top, middle, and bottom layer of the sinter bed. Due to the different temperature-time characteristics there is a variation in the phase composition through the sinter bed. Because of these differences the sinter may be classified as follows.
- Top sinter- It is usually weak and friable giving a poor yield of sinter with an acceptable size grading. This sinter is fused at a high temperature and chilled immediately thereafter. The sinter is discharged cold from the sinter strand.
- Middle sinter – This sinter is formed under optimum conditions for fusion and annealing and gives the maximum yield of sinter with acceptable size grading. The sinter is discharged cold from the sinter strand.
- Bottom sinter – This sinter is discharged hot and is chilled severely as it passes through the hot sinter breaker and over the discharge screen onto the sinter cooler. This results in poor physical properties giving a lower yield of sinter with acceptable size grading. If on-strand cooling is applied then the sinter has almost the same properties as the sinter in the middle layer.
Normally sinter is composed of by volume 40 % to 70 % of iron oxides, 20 % to 50 % of ferrites mostly SFCA, around 10 % of dicalcium silicates, and around 10 % of glassy phase. It can also contain sulphides (FeS), pyroxenes [(Mg,Fe)SiO3], quartz and lime in small proportion. Sintering reactions regulate the volume fraction of each mineral phase and specially controls the concentration and microstructure of the SFCA phase. This in turn control and improve the characteristics of sinter.
Sinter quality refers to the physical and metallurgical properties of the sinter. The quality of sinter is usually defined in terms of the following.
- The physical strength or cold strength of the sinter at room temperature as measured by the shatter or tumbler test
- The value of reduction degradation index (RDI) which is the breakdown of sinter following reduction at low temperatures (550 deg C) determined by the reduction degradation test.
- The deducibility index (RI) which determines the reducibility of the sinter determined by the reducibility test at 900 deg C
- The high temperature softening and melting properties of the sinter that are related to the temperatures at which the sinter starts to soften, melt and drip during reduction at temperatures above 1150 deg C.
- All of these properties are governed by the microstructure of the sinter, in particular the bonding phases, notably SFCA, that make up the majority of phases within sinter (up to 80 %)
All of the above properties, which are normally evaluated according to standardized tests, are strongly related to the mineralogy, microscopic and macroscopic structure of the sinter. The reproducibility of these tests that are performed on sinter particles to evaluate their quality is therefore low due to the high degree of variability in phase composition between sinter particles, even when these sinter particles are obtained from the same bulk material.
The ore particle size plays an important role. The assimilation ability of fine ores is greater than that of coarse particles. The reaction surface area of iron ore fines is high which results into higher reaction rates. But, the formation of higher concentrations of melt result into decrease in the melt fluidity. Hence there is necessity for inclusion of coarse particles into the sinter mix for improving the permeability of the sinter bed, since it is associated with an increase in large scale movements between the melt and solid particles.
The sinterability of the sinter bed in which larger particles have been incorporated improves because of improved permeability of the sinter bed as well as improved sinter reactions during the process. When larger particles are available in the sinter bed, low density areas are formed around the particles which improves the permeability of the sinter bed. Due to the increase in the sinter bed permeability, the gas flow rate as well as flame front speed is higher around the larger particles than the finer particles. The melt reaction and the assimilation therefore occurs quickly around the large particles due the high fluidity of the melt.
Important quality related characteristics of sinter
The following are the important quality related characteristics of sinter.
- The structure of the sinter includes the presence of ferrites with beneficial properties for sinter strength and reducibility. The optimum structure is normally formed by a hematite nucleus surrounded by an acicular ferrite lattice. This structure is favoured when working with a higher sinter basicity.
- The size of iron ore affects the sintering properties. An increase in the size of iron ore promotes the productivity of sinter, but can reduce the tumbler strength slightly and save a little coke.
- The mineralogy of sinter can more easily be predicted from its chemical composition than its physical and chemical properties.
- Increasing MgO concentrations in the sinter increases the amounts of the spinel (magnesium aluminum oxides) and glassy phases. The presence of MgO in the sinter improves the RDI, because MgO stabilizes magnetite and thus decreases the hematite content, causing a lower stress in the sinter during the hematite to magnetite reduction in the
- Increasing SiO2 concentrations in the sinter increases the amount of total SFCA, decreases the acicular/columnar SFCA ratio and glassy phase content.
- Increasing Al2O3 contents in the sinter results in a drastic deterioration in its chemical and physical properties, although the concentration of the SFCA phase increased. With increased alumina content the amount of acicular, columnar and blocky SFCA increases significantly along with a substantial reduction in the amount of dendritic and eutectic SFCA.
- MgO and SiO2 contents of iron sinter seem to have an interrelated effect on its physical and chemical properties. Predicting the effect that varying amounts of MgO and SiO2 would have on sinter properties is therefore complex. The only clear trends are the AI (abrasion index) which increases with increasing MgO content, and the RI and AI of the sinter which decrease with increasing SiO2 content of the sinter.
- The sinter with a low FeO content (< 8 %) favours better reducibility. When the chemical composition of an ore mixture is fixed, FeO can provide an indication of sintering conditions, in particular the coke rate. Increase in the FeO content in the sinter lowers (improves) the RDI index. However, when the FeO content increases, reducibility decreases. It is important to find an optimum FeO content in order to improve the RDI without altering other sinter properties.
- The mineral form in which fluxes are added to the raw material sinter mixture (e.g. oxide vs. carbonate) have a pronounced effect on the mineralogy and properties of the produced sinter.
- Because of various chemical compositions and heterogeneous particle size distributions in the raw materials the reactions during the process of sintering are heterogeneous and produces sinter with heterogeneous structure.

Leave a Comment