Silicon in Steels
Silicon in Steels
Silicon (Si) (atomic number 14 and atomic weight 28.09) has density of 2.34 gm/cc. Melting point of Si is 1412 deg C and boiling point is 2355 deg C. The phase diagram of the Fe-Si binary system is at Fig 1.
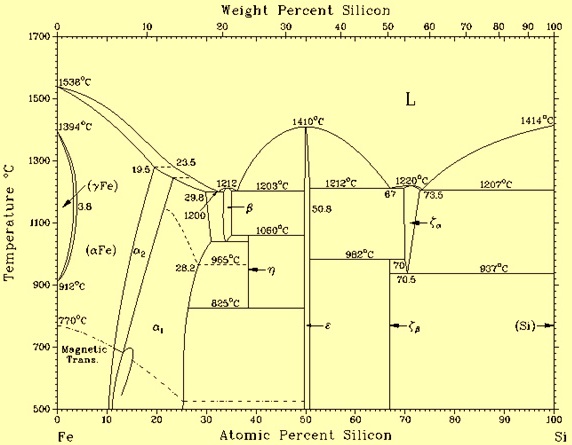
Fig 1 Fe-Si phase diagram
Si is present in all the types of steels either as an intentional addition or as a residual from the ore, scrap or deoxidizing agents.
Available forms
There are many Si containing addition agents which are used in steel making. Ferrosilicon (Fe-Si) and silico manganese (Si- Mn) are by far the most common addition agents.
Fe-Si is a ferroalloy of iron (Fe) and Si. Fe – Si contains 65 % to 90 % of Si and minor amounts of Fe, aluminum (Al) and carbon (C). Fe – Si is usually produced in four grades. These are standard grade, low Al grade, low C grade, and high purity grade having low content of titanium (Ti). The standard grade of Fe- Si contains Al up to 2 % while the low Al grade has Al content of 0.5 % maximum. It is produced by reduction of quartzite (SiO2) with coke in presence of iron ore. Fe- Si is made in the submerged arc furnace.
Si – Mn is a ferroalloy with high content of Mn and Si. It is produced by heating a mixture of oxides of MnO2, SiO2 and Fe2O3 with C in a furnace. These oxides undergo a thermal decomposition reaction. The standard grade contains Mn in the range of 62 % to 68 %, Si in the range of 12 % to 18 % and C in the range of around 2.0 %. The low C grade of Si – Mn has a C level of 0.1 % maximum. Si – Mn is more preferred ferroalloy for deoxidation of liquid steel during steel making.
Other Si bearing deoxidizers are calcium (Ca) silicon, calcium barium silicon, calcium barium silicon aluminum, calcium manganese silicon, silicon carbide and ferrosilicon zirconium.
Fe -Si and Si-Mn are usually available in lump or granular form. Coarser lumps are used for better slag penetration during deoxidation while finer sizes ensure rapid dissolution when used as an alloying addition. Fe – Si and Si – Mn are fairly friable and excessive handling generates unwanted fines. Calcium silicon is exceedingly friable and must be handled carefully.
Addition practice
Addition of Si in steelmaking depends on the intended purpose of the addition, the practice involved, the condition of the steel, the aim residual silicon level, and the experience and preference of the individual operator. All these factors are implicitly related to the strong deoxidizing power of silicon which, at around 1600 deg C, ranks between Mn manganese and Ti, but well below Ca. The deoxidizing power of Si relative to that of C depends on pressure, i.e., on the partial pressure of CO above the melt. At one atmosphere (atm), as in the furnace or an open ladle, Si is slightly stronger than C; at low pressures (0.10 atm or less), as in a vacuum degasser, the deoxidizing power of C is greater than Si, especially at higher C concentrations.
Si is the first major element removed from hot metal during melt down and is a major source of heat. Residual Si levels usually do not exceed about 0.02 % after melt down. In stainless steel melting, Si additions are made to the furnace to maintain Si levels above 0.3 % to maximize chromium (Cr) recovery. The following two points are important to be noted.
- Although Si is a stronger deoxidizer than Mn, when the two elements are used together (either separately or as Si-Mn) they leave a much lower oxygen level in the steel. This is because their joint deoxidation product is a manganese silicate, in which the activity of Si is much less than it would be if SiO2 is the only product formed. However the effectiveness of Mn in increasing the deoxidizing power of Si decreases with increasing Si content. As an example the increase caused by 0.8 % Mn is around 10 times more at 0.05 % Si than at 0.2 % Si.
- Preliminary furnace deoxidation with Fe- Si is to be done with care since Si has the power to reduce P2O5 (phosphorus penta oxide) in the slag. If slag phosphorus (P) content is high and the slag is not flushed, it may remain insufficiently basic after the Fe-Si addition. These conditions can lead to P reversion in the heat, especially if the slag is hot, and the bath analysis exceeds about 0.10 % Si and 0.40 % Mn at C levels of over 0.15 %.
Modern steel making practice aims to keep the furnace availability as high as possible and hence the heat is tapped in the ‘open’ condition with relying mostly on ladle deoxidation. Fe- Si and Si-Mn are used as the primary deoxidizers. The amount of Si added depends on tapping temperature, oxygen (O) content of liquid steel, and the residual Si level needed in the cast steel.
Si makes steel sound, by removing oxygen from the molten steel. The percentage of Si in the analysis of steel is related to the type of steel. Rimmed and capped steels (made by the ingot casting) have no Si intentionally added. Semi killed steels typically contains Si up to 0.10 % maximum. Fully killed steels can have Si up to 0.60 % maximum. However fully killed steels normally contain Si in the range 0.15 % to 0.30 % Si except in the case of those steels in which Si is also an alloying element. This is also in the case of Al killed steels where Si is not needed at all. Generally alloy steels and most medium C steels are fully killed with Fe- Si.
Si is usually present in only small amounts in rolled steel when it is used as a deoxidizer. However, in steel castings, Si is normally present in the amount of around 0.35 % to 1.00 %.
In case of resulphurized , and resulphurized and rephosphorized free machining steels, silicon analysis above 0.02 % is cause for concern, due to potential surface quality and certain tool life issues.
Electrical steels contain between 0.5 % and 5.0 % Si. There are two overlapping classifications of electrical steels. Grain oriented steel is heat treated to produce a particularly favorable crystallographic texture for ease of magnetization. Non oriented steel has a random texture but may contain as much or more Si.
Steels, to which the elements titanium (Ti), zirconium (Zr), and other rare earth metals are added for inclusion shape control or for nitrogen (N) scavenging, are usually deoxidized first with Fe-Si. These elements combine readily with oxygen (O) and are lost to the slag or remain trapped as oxide inclusions if the steel has not been adequately deoxidized. An inexpensive prior deoxidation with Fe-Si therefore raises the ultimate recovery of these elements or improves their efficiency as N scavengers.
Rolling of Si steels
Si strengthens ferrite and, to a lesser degree, austenite by solid solution hardening. Hence rolling loads on the mill stands are therefore increased nominally with increasing Si content. Strengthening is accompanied by a reduction in ductility, although this has little effect on workability at the levels of Si usually available in ordinary alloy steels. High Si steels such as the electrical grades are quite brittle and require special care during cold rolling.
Si steels have a lesser tendency to scale formation at the higher temperatures, but such scale which is formed during hot rolling, is more difficult to remove during pickling.
Influence of Si on steels
Si contributes to hardening of the ferritic phase in steels and for this reason Si killed steels are somewhat harder and stiffer than Al killed steels.
In addition to deoxidation, Si also influences the steel in the following ways.
- Si helps increase the strength and the hardness of the steel, but it is less effective than Mn in these functions.
- Si improves acid resistance and promotes large grain sizes, which cause increasing magnetic permeability.
- In electrical and magnetic steels, Si helps in promoting desired crystal orientations and electrical resistivity.
- In some high temperature service steels, Si contributes to their oxidation resistance.
- In alloy steel grades, Si also increases strength (but not plasticity) when quenched and tempered.
- Si also has a mild effect on hardenability of steel.
- In low C steels, Si is generally detrimental to surface quality. This problem is magnified in low C resulphurized steels.
- Si has the particularity of impairing hot and cold workability.
- Si is detrimental to tool life in machining as it forms hard abrasive particles which increase tool wear and thus lower the machinability of steel.
Si has only a moderate effect on the hardenability of steel. Its multiplying factor is between that of Cr (higher) and nickel (Ni) (lower). Si is therefore not added to steels for deep hardening, its function in heat treated steels being primarily to strengthen the ferrite in which carbides appear. Si is a graphitizer and, like Ni, has limited application in tool steels. It is used, however, in a class of oil hardening graphitic tool steels, in one grade of air hardening graphitic tool steel, and two grades of shock resisting tool steels.
Si lowers the eutectoid C content but raises the eutectoid temperature. It is a ferrite former and when present in sufficient concentration, closes the g-loop completely. The effect is strongly dependent on C content (2.25 % Si closes the g-loop at less than 0.02 % C, but some austenite remains when C increases beyond 0.05 %). Si may increase the tendency to 260 deg C embrittlement and has a slight, though detrimental, effect on temper embrittlement. It raises the impact transition temperature (ITT) but does contribute to solid solution strengthening.
Si confers a modest resistance to tempering in heat treatable alloy steels. It does not produce secondary hardening.
In welding, Si is detrimental to surface quality, especially in the low C, resulphurized grades. It aggravates cracking tendencies when the carbon content is fairly high. For best welding condition, Si content normally should not exceed 0.10 %. However, amounts up to 0.30 % are not as serious as the high sulphur (S) or phosphorus (P) content is.
Si dissolves in iron and tends to strengthen it. Weld metal usually contains approximately 0.50 % Si as a deoxidizer. Some filler metals may contain up to 1 % to provide enhanced cleaning and deoxidation for welding on contaminated surfaces. When these filler metals are used for welding on clean surfaces, the resulting weld metal strength is markedly increased. The resulting decrease in ductility can aggravate cracking problems.
For galvanizing purposes, steels containing more than 0.04 % silicon can greatly affect the thickness and appearance of the galvanized coating. This result in thick coatings consisting mainly zinc-iron alloys and the surface has a dark and dull finish. But it provides as much corrosion protection as a shiny galvanized coating where the outer layer is pure zinc.
Applications
The solid solution strengthening properties of Si are exploited in several classes of steels including HSLA (high strength low alloy) grades and ultra high strength steels containing 1.6 % Si. Si is present in heat treatable alloy steels because these steels are always produced in the fully killed condition.
Si improves high temperature oxidation resistance and is therefore intentionally added to heat resisting Cr-Mo (molybdenum) and Cr-Mo-V (vanadium) steels. It is also present in high temperature valve and spring steels for automotive engine applications. Both ferritic and austenitic stainless steels contain about 1 % Si for oxidation resistance. Stainless steel grade Type 314 contains 2 % silicon for this purpose.
Electrical steels with high Si content are widely used in alternating current magnetic circuits. In fact Si is the principal alloying element in electrical steels used in transformers, electric motor laminations, generators and relays. Si confers a relatively high permeability, raises electrical resistivity and lowers hysteresis (core) loss, all beneficial trends in these materials. Generally, core losses decrease (quality is raised) as Si level increases. Electrical steels must be very clean (free from inclusions) and often require such special processing as pack rolling, frequent intermediate anneals plus, in the case of grain oriented grades, a final recrystallization anneal in dry hydrogen.

Leave a Comment