Roll Pass Design
Roll Pass Design
Long products are normally rolled in several passes, whose numbers are determined by the ratio of the initial input steel material (square or round billet or bloom) and final cross section of finished product. The cross section area is reduced in each pass and form and size of the steel material being rolled gradually approach to the desired profile.
Rolling is carried out between grooved rolls. Two opposite grooves in the collaborating rolls form a pass, which corresponds to a work piece’s cross section shape expected after the pass. After every pass, the cross section decreases and its shape becomes closer to a shape of the final product. Development of subsequent pass shapes and its proper location on the rolls is called the roll pass design.
Roll pass design is an essential part of long product rolling process, since the long products are rolled between the shaped rolls in the long product rolling mills. Roll pass design generally means the cutting of grooves in the roll body through which steel to be rolled is made to pass sequentially to get the desired contour and size.
The primary objective of the roll pass design is to ensure production of a product of correct profile within the tolerance limits, free of defects, with good surface quality and the required mechanical properties. In addition, economic condition must be achieved while rolling the product, for example, maximum productivity at the lowest cost, optimum energy utilization, easy working conditions for the rolling crew and minimum roll wear.
Roll pass design is a set of methods for determining the dimensions, shape, number, and type of arrangement of rolling mill passes. Roll pass design also includes the calculation of pressing forces and their distribution on the roll passes. Several passes are made for each section; a square or round billet or bloom acquires a specified form on each successive pass. The roll passes are designed to avoid excessive stresses in the steel being rolled, since such stresses can lead to the formation of cracks and other flaws.
Roll pass design is based on the characteristics of initial input (weight of billet/bloom, steel grade, and steel temperature before and during the course of rolling), characteristics of finished rolled product (dimension of section, tolerances and specification concerning to mechanical properties, and surface finish of rolled product), and characteristics of the rolling mill (number of stand, roll diameter, strength of rolls, rolling speed, available power of the drive motor, and available mill equipment). Other factors which are of important considerations for good roll pass design are rolling load, draft, strain, and rate of heat transfer which do affect the condition of plastic flow of steel material. Further shape of a section in a particular pass must ensure a free flow of steel in the roll gap/groove. Selection of appropriate taper/groove angle in the pass is necessary in order to avoid jamming of steel material in the rolls.
Traditionally, the roll pass design was taken more as art than science. In 1969 a major work, systemizing the principles of roll pass design, was published by Wusatowsky. Since then, the complexity of long product rolling processes has increased. Modern long product rolling mills are built as continuous or semi continuous rolling mills. In addition, many new steel grades have been developed, requiring new rolling strategies, such as controlled rolling and controlled cooling, known as thermo mechanical processing. Today, such processing is common practice, improving product quality by optimizing the micro structure obtained by deformation and temperature driven processes, such as recrystallization and grain growth. Hence, the roll pass design becomes even more complicated when optimizing the final micro structure and roll pass designers need to apply sophisticated material and process models in their work. Fortunately, in the last decade, computer aided simulations have become feasible for such an approach, gradually reducing the costly trial and error approach for optimizing the long product rolling process.
Roll grooves
There are different types of grooves which are used for rolling of sections. Common grooves are rectangular box grooves, diagonal grooves such as squares and rhombic grooves (diamonds), round or false round grooves as well as oval grooves. Grooves can be symmetric, asymmetric and slit. Important parameters of grooves are height (depth), groove angle, relief radius, bottom radius, widths at collar, top, and middle bottom and middle bottom deflection. Usually a combination of grooves is used in the roll pass design. Typical drawings of some symmetric, asymmetric and slit pass grooves are shown in Fig 1.
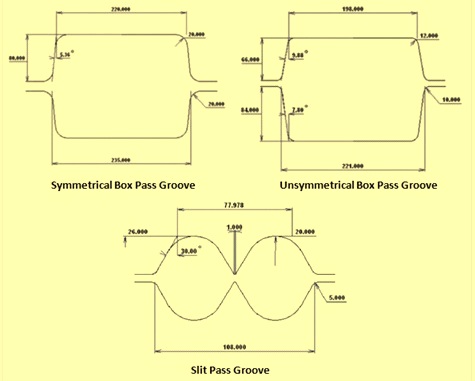
Fig 1 Typical drawings of some pass grooves
Thumb rules
Some thumb rules used in roll pass design for groove angle, relief radius, bottom radius, and fitting are given in Tab 1.
Tab 1 Some thumb rules | ||||
| Groove angle | Bottom angle | Relief radius | Bottom radius | |
| Box pass | 8-10 deg | 10 mm | ||
| Diamond pass | > 90 deg | 18mm | ||
| Square pass | 45 deg | Around 90 deg | 5 mm | |
| Oval pass | 60 deg | 5 mm | ||
| Intermediate round pass | 60 deg | 30 deg | ||
| For rounds | 0.2 x bottom radius | 0.5 x dia | ||
| For rounds in finish pass | 1.5 | |||
| (1) Fittings from oval to round must be 0.3 to 0.7. | ||||
| (2) For ovals width to height ratio must be less than 3.0. | ||||
The basic requirements for a correct roll pass design are given below.
- The number and arrangement of passes in a particular roll stand must ensure the uniform possible exploitation of all the passes in each stand. Higher numbers of passes results into lower output of the roll stand while the smaller number of passes causes excessive roll wear. Also if the number of passes is not optimum, there is danger of rolling defects or possibility of roll fracture.
- There must be uniform draught in last passes and different draught in early forming passes of the profile, where the section is large and steel is hot.
- Draught must be distributed so as to ensure as far as possible uniform wear of the pass and to avoid overloading of the drives and the rolls.
The following are the characteristics of a good roll pass design.
- It must ensure a profile with a smooth surface and correct dimensions within the limits specified in the concerned standard.
- It must ensure minimum specific consumption of energy, power and roll.
- It must give deformation to the rolling stock in such a way and at stages so as to have minimum internal stresses in the finished product.
- It must create a simple and convenient work culture at stand, minimizing the manual operation to the minimum possible extent and it should be possible to introduce the automation of the technological process.
- It must optimize the number of passes required for rolling to reduce the total rolling time cycle, with minimum time spent for changing and adjustment of rolls.
Roll pass design process involves the following calculations.
- Determination of the dimension of the finished product. Dimensions are calculated as a function of geometry, steel material, temperature and tension. Calculations are made using spread formula which is usually the Wusatowski spread formula applied on Lendl’s method.
- Calculation of factor for steel contraction. The cold dimension is the hot dimension divided by the expansion factor which is based on the actual temperature and actual flow stress.
- Hot rolling is a compression process. The roll force, which is the force imposed on the rolls by the processed metal during hot rolling, is an important design issue. Roll separation force and torque influence the whole process of roll pass design. The calculation of roll force is necessary to ensure that the mill is not overloaded and there is enough power available for the rolling reduction to be made.
- Calculation of average elongation and number of passes required.
- Calculations of rolling power needed and loads on mechanical equipment. The calculations of load, torque and power is done based on Sims formula from billet/bloom to finishing dimension as a function of geometry, steel grade, temperature and tension. The calculation of temperature is a function of power, dimension and heat transfer co efficient.
- Determination of pass progression and family tree.
- Drawing of detailed pass shapes.
Also for control of inter stand tension, it is important to set an accurate speed and motor revolution control relationships between the stands/motors in a continuous mill. Calculation of speed and motor revolution is made from finishing exit speed upstream of the billet/bloom according to the principle of constant mass flow. The speed calculation is a function of finishing speed, bar area, roll diameter, tension, and forward slip.
Roll pass design not only aims to improve the size, shape and mechanical properties of the rolled products but also it seeks to optimize the roll pass process itself. Although roll pass design for section rolling is usually based on the empirical knowledge of human experts, most of the empirical formulae only give good results within a limited range of applications. Section rolling has always represented the most complicated rolling process for optimization.
It is still difficult to decide on the optimal solution for a given roll pass design problem. Part of the problem is that there is no predetermined specific rules for roll pass design, so that when a problem occurs it is difficult to know the exact cause. Also, the problem gets more complicated when there are hierarchical competing objectives.
The old art of roll pass design is turning into a modern technology based on scientific progress. The task of hot roll design nowadays requires using modem design tools and methodology. With the rapid development of computer hardware and software, the following methodologies have been developed.
- Finite element method or FEM for the design of roll pass in section rolling.
- Hierarchical shape configuration has been successfully used to classify and highlight design problems in roll pass design. It has been demonstrated that a Hierarchical classification system can be realized by using a cascading menu system.
- Matrix based hot roll pass design method. It has been seen that roll pass design is dominated by the calculation of various parameters. These parameters such as rolling force, torque, spread, elongation, and draft etc. involves complicated calculation process. All the formulae and methods are integrated in the matrix based roll pass design system
The complicated design process of hot rolling of long products has been integrated in the matrix based roll design system. Because the available design methods and information, such as empirical, experimental, theoretical and FE methods can be found in the matrix, the approach has the potential to produce higher quality rolled products by using the optimized roll pass design method compared those using the application conditions of the existing adhoc methods. Hence matrix based roll pass design system is becoming more popular these days.

Leave a Comment