Production of Tin Plates and Tin Free Steel
Production of Tin Plates and Tin Free Steel
Tin coating is the process of thinly coating sheets of steel with tin (Sn), and the resulting product is known as tinplate. It is most often used to prevent rust. The sheet of steel on which the tin coating is done is known as black plate. When chromium (Cr) and chromium oxides is used for coating in place of tin then the coated sheet is known as tin free steel.
Tin free steel is produced by applying electrolytic chromic acid treatment over steel sheets. On tin free steel sometimes polyethylene terephthalate (PET) or polypropylene films are laminated in order to eliminate the painting and cleaning processes when using tin free steel.
History
The tinplate industry is founded on the invention of the process of preserving sterilized food for long periods of time by Nicolas Appert in 1810. The Appert process was adapted to the preservation of food in tinplate containers by John Hall in 1812 in London. By the 1820s, canned foods were widely sold in UK and France, and by 1839, foods were being canned in the USA.
Starting in the 1880s, a series of technical innovations which took place has transformed the tinplate industry. These included the replacement of wrought iron with steel black plate in about 1880, the development of continuous cold reduction in 1927 that eliminated hot pack rolling, the introduction of continuous electro tinning on a small scale in Germany in 1934 and on a commercial scale in the USA in 1937 which replaced the hot dip process, the invention of double cold reduction in 1960, and the invention of tin free steel in the early 1960s in Japan and the USA.
Presently there are two processes for the tinning of the black plates namely (i) hot dipping process and (ii) electroplating process.
Hot dip tinning process
Hot dipping process was the first modern technique of manufacturing tinplate. It consists of the hot dipping of single sheets of steel in a bath of molten tin. This process has now been discontinued in many of the countries and accounts for only a very small percentage of world tinplate production.
Hot strip mills do not produce steel strip suitable for tinning. Hence the gauge of the hot rolled strip is reduced in the cold rolling mills so that black plates suitable for tinning are produced.
Tinplate made by hot dip tin plating process consists of cold rolling of black plates, acid pickling for removal of any scale, annealing to remove any strain hardening, and then coating it with a thin layer of tin. Originally this was done by producing individual or small packs of plates, which became known as the pack mill process. In the late 1920s strip mills began to replace pack mills, because they could produce the black plates in larger quantities and more economically.
The tinning set consists of at least one pot of molten tin, with a zinc chloride (ZnCl2) flux on top, and a grease pot. The flux dries the plate and prepares it for the tin to adhere. If a second tin pot is used, called the wash pot, it contains tin at a lower temperature. This is followed by the grease pot, which contains oil and a tinning machine. The tinning machine has two small rollers that are spring loaded together so that when the tinned plate is inserted the rolls squeeze any excess tin off. The springs on the tinning machine can be set to different forces to give different thicknesses of tin. Finally, the oil is cleaned off with fine bran and dusted clean.
The above process of producing hot dip tin plates was employed during the 20th century. The process grew somewhat in complexity with the passage of time, as gradually it was found that the inclusions of additional procedures are necessary to improve quality.
Electrolytic tinning process
Tinplates are now mostly produced by the electroplating of tin on a steel base in a continuous process.
- Continuous electrolytic tinning was developed in the 1930s and 1940s in an attempt to reduce the amount of tin required per unit area, as well as to take advantage of the great lengths of strip (coils) that are rolled in the hot strip mill and cold rolling mill.
- The first electrolytic tinning lines began to operate in Germany in 1934 and on a commercial scale in USA in 1937. Tin shortages during the Second World War stimulated a large scale rise of electro tinning, which soon became the dominant manufacturing technique of tinplate.
Some of the factors that gave electrolytic tinning process the advantage over hot dip tinning process are listed below.
- High speed continuous process as opposed to low speed sheet by sheet process of hot dip tinning.
- Simple and accurate control of the coating thickness over a wide range as opposed to the comparatively high minimum coating thickness obtainable by hot dip tinning process, which is not needed for most of the end uses.
- Possibility of producing tinplate with a different coating mass on each side in order to meet the different corrosion conditions existing inside and outside a tinplate can or a tinplate container.
- Functional and visual consistency of the product obtained.
The sequence of operations which occurs in an electrolytic tinplating line, at speeds up to 10 meters per seconds is as follows.
- Charging of the coil– The black plate coil is placed on an uncoiling mandrel and fed into the entry section of the tinplating line. The head end of the new coil is then welded to the tail end of the preceding coil in order to run the facility continuously. Looping towers accumulate a length of material that is varied to enable the welding of two coils while not stopping the operation in the processing section.
- Side trimming– The black plate strip is side trimmed to the final width. The scrap is automatically baled, removed, and recycled in the steel melting shop.
- Cleaning and pickling – The strip is next electrolytically cleaned, pickled, and rinsed by running through a series of tanks to ensure that the surface of the black plate strip is clean and suitable to accept the electro deposition of tin.
- Electroplating- The strip passes through tanks containing tin anodes on either side of the strip and in electrolyte. Tin dissolves from the anode and is transported through the electrolyte to deposit on the strip. The quantity of tin that deposits on the strip is determined by the quantity of electric current flowing between the anode and the strip. To produce differential coatings, different current settings are used for each of the anode banks. The dull as plated tinplate is sometimes referred to as having a matte finish.
- Melting tower – In this melting tower the process of tin reflow takes place while the electrolytic coated tinplate passes through the tower. In the melting tower section, the temperature of the strip is raised by resistance or induction heating to just above the melting point of tin (231.9 deg C) and then the strip is immediately quenched with cold water. The tin begins to melt and reflows uniformly across the strip. The product now takes on the more typical bright or shiny surface appearance. In case a matte (unmelted) tin finish is needed then the melting tower is turned off. When differentially coated tinplate is being produced then an identifying mark is normally placed on either side of the strip just prior to melting.
- Chemical treatment – A sodium dichromate solution is next applied to the electrolytic coated tinplate to create a light protective chromium oxide film. This passivation process protects the surface of the tinplate from the formation of tin oxides, which decreases its lacquerability. Two commonly used chemical treatments for electrolytic tinplate are namely sodium dichromate dip (SDCD) and cathodic sodium dichromate (CDC). In case of SDCD there is a moderate resistance to tin oxide formation with limited storage stability and is used where a highly passivated tin surface is not required or is detrimental to the end use. Sodium dichromate dip has an aim not to exceed 1.6 milligrams of chromium/sq. meter of surface. In case of CDC, with the addition of a cathodic electric current, a highly passivated surface against the formation of tin oxide is provided. Cathodic sodium dichromate treatment normally has an aim of 5.4 milligrams of chromium/sq. meter of surface.
- Oiling – A very thin film of oil is then electrostatically applied to the finished tinplate. The oil is applied to minimize scratching the tin surface in transit and handling. The primary function of oiling is not prohibiting rust formation as it is with uncoated products. The oil applied to electrolytic coated tinplate is normally acetyl tributyl citrate (ATBC). The oil is applied uniformly to both sides.
- Recoiling – The finished electrolytic coated tinplate strip is finally recoiled at the exit end of the electrolytic tin plating line on a take up mandrel that has a standard inside diameter.
- Quality inspection – The entire process is monitored automatically and manually to ensure that the coated tinplate conforms to specifications and meets the expectations of the customers.
In case of tin free steel, chromium and chromium oxide coatings offer superior lacquer adhesion and good storage properties. These coatings are mixtures of chromium metal and chromium oxides. Unlike tinplate with its multiplicity of coating weights, only a single standardized chromium coated product is normally produced. The production of tin free steel follows the same processing sequence as during the production of electrolytic tinplate. The coating lines are mechanically similar. During the electrolytic deposition process, chromium and chromium oxide are deposited. The metallic chromium coating on each surface applied is around 55.0 milligrams/sq. meter of area. The oxide film ranges from 7 to 22.0 milligrams/sq. meter, but is generally on the lower side of this range.
Unlike tin, the chromium layers cannot be reflowed. Hence a coating line dedicated to tin free steel coating does not have melting towers as used on the electrolytic tin coating line to reflow the tin into a bright state.
The product is also electrostatically oiled before it exits the coating line. Historically, butyl stearate oil (BSO) is used for this purpose. This oil has been developed for its lubricity to prevent scratching. In some cases, it has been noticed that acetyl tributyl citrate (ATBC) oil as used on electrolytic tinplate is more compatible with some specific lacquering and paint systems. ATBC is preferred in these cases at the expense of the greater lubricity of the BSO.
A typical electrolytic tinplate coating line is shown in Fig. 1.
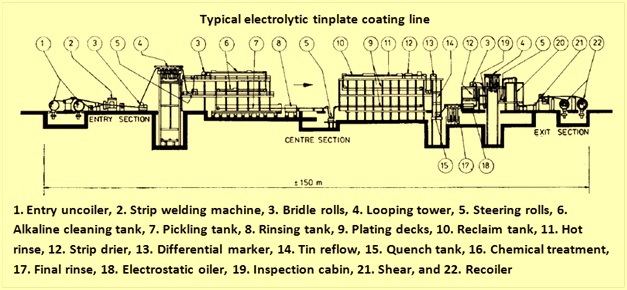
Fig 1 Typical electrolytic tinplate coating line
Tin plates and tin free steel products
Tin plates and tin free steel products are produced with certain standardized product characteristics, including terminology, composition, mechanical properties, surface finish, and coating weights etc. Tin plates and tin free products are described in the articles whose links are
http://www.ispatguru.com/tinplate/, and http://www.ispatguru.com/tin-free-steel/.

Leave a Comment