Phosphorus in Steels
Phosphorus in Steels
Phosphorus (P) (atomic number 15 and atomic weight 30.974) has density of 1.82 gm/cc. It has a melting point of 44.1 deg C and boiling point of 280 deg C. The iron (Fe) – P phase diagram is shown in Fig 1.
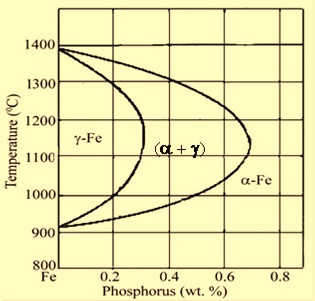
Fig 1 Fe- P phase diagram
P is normally considered an undesirable impurity in steels. It is present in varying concentrations in iron ore, is retained in hot metal, but is eliminated early in the steelmaking process. P oxidizes readily and is removed from steel as P2O5, which is taken up by the oxidizing slag, before the oxidation of carbon takes place. Carryover of any P2O5 containing oxidizing slag can result in P reversion to the steel in subsequent steelmaking operations.
In normal commercial steels, residual P content is usually at a level of 0.05 % max, but concentrations as low as 0.005 % are not unusual. P is readily removed only in basic steelmaking processes. Acidic processes must therefore begin with low P raw materials. It was the ability to remove this element that led to the widespread adoption of the steelmaking by the basic open hearth, electric arc furnace, basic Bessemer converter and subsequently basic oxygen furnace (BOF) processes.
P is sometimes added intentionally to the steel to improve strength, machinability and atmospheric corrosion resistance. P is added to the steel in the form of ferro-phosphorus (Fe-P), containing 23 % to 26 % P. Fe-P fines are usually briquetted, after using a binder. Fe-P is capable of oxidizing the residual silicon to silica, thus enabling it to float out to the ladle slag during steel making. The intent is to reduce the concentration of residual siliceous inclusions, which are detrimental to machinability. Fe-P is normally added to the steel teeming ladle only after the steel has been thoroughly deoxidized. Recovery of P is normally in the range of around 90 % to 95 %.
Although an iron phosphide (Fe3P) is known to exist, it is never present at the P contents encountered in commercial steels. Fe3P is common in irons as steadite phase (Fe/Fe3P) which is a hard structural constituent of cast iron consisting of the eutectic of ferrite and Fe3P. The composition of the eutectic is 10.2 % P and 89.8 % Fe.
In steels, P exists exclusively as a solid solution in ferrite. It is the most potent ferrite strengthener after carbon (C). The addition of only 0.17 % phosphorus increases both the yield and tensile strength of low C sheet steel by about 62 MPa while also improving the bake hardening response and deep drawability. Because of these properties, rephosphorized high strength steels are widely used for cold forming applications.
P coarsens the grain size and tends to produce massive, undesirable segregates. Aside from its grain coarsening property, P has an intrinsically positive effect on hardenability, but this feature cannot be exploited at the low concentrations present even in rephosphorized steels. In certain high C steels such as spring steel, the limits on P must be adhered to in order to prevent the formation of high concentrations of martensite.
P increases strength and hardness and decreases ductility and notch impact toughness of steels. The adverse effects on ductility and toughness are greater in quenched and tempered higher C steels. P levels are normally controlled to low levels (maximum of 0.05 %). P prevents the sticking of light gauge sheets when it is used as an alloy in steel.
P is added along with sulphur (S) to enhance the machinability of steels. Higher P is specified in low C free machining steels to improve machinability. Such steels have limits on P content as 0.07 % to 0.12 % unless the steels are also leaded (Pb addition), in which case P content is limited to only 0.04 % to 0.09 % P. The latter content of P is also applicable when C in steel is 0.10 %.
Detrimental effects of P in steel include various forms of embrittlement which reduce the toughness and ductility. The most familiar example in this category is the classic phenomenon of temper embrittlement in heat treated low alloy steels resulting from segregation of phosphorus and other impurities at prior austenite grain boundaries.
P can be present in some of high strength low alloy (HSLA) steels up to 0.15 % for increased strength. Whereas P is usually considered to be an embrittling element in steel, substantial amounts can be tolerated when C is less than 0.15 %. P also improves atmospheric corrosion resistance in mild and low alloy steels, especially when copper (Cu) is also present.
Two other forms of intergranular embrittlement can occur in steels containing P in the normal range of 0.008 % to 0.025 %. In both types, fracture follows the ferrite grain boundaries (instead of prior austenite grain boundaries) weakened by the segregation of P during slow cooling of coiled strip or during final annealing after cold rolling. In one type, planar oriented cracking (separation) is observed in the production of HSLA strip for line pipe. In the other type, brittle fracture may occur during secondary cold working of sheet steel that has previously been deep drawn (with elongated ferrite grains creating planes of relative weakness) or during service of the drawn part.
P in the steel chemistry has an additional effect on its reactivity within molten zinc (Zn). In order to control coating thicknesses and surface finish, P is specified as 0.02 % maximum and if possible 0.01 % maximum. P content above 0.02 % causes Zn coatings to be excessively thick (greater than 200 micrometer), brittle and subject to chipping and/or flaking due to mechanical damage. P segregates during solidification (segregation coefficient is 0.02). Presence of P impairs the plastic properties.
In terms of welding, P content of over 0.04 % makes weld brittle and increases the tendency to crack. The surface tension of the molten weld metal is lowered, making it difficult to control.
Sawhill and Baker compared the resistance spot welding characteristics of plain carbon steel with those of rephosphorized steel containing 0.04 % to 0.12 % of P. Adequate weld button size, strength and toughness were obtained over a practical range of welding conditions. To obtain an adequate button size over a large range of weld currents, electrode face diameters and welding times need to be increased slightly compared with those of plain C steels. Others also report excellent weldability of rephosphorized Aluminum (Al) killed steel and galvannealed titanium (Ti) stabilized ultra low carbon (ULC) steel, although it has been suggested that the P content be limited to approximately 0.1 %.
Many properties are sensitive to the P content and the effect of P depends on the processing method. In addition, processes such as galvannealing are sensitive to the P content of the base steel. Therefore, tight control of the P level and choosing the proper process route are important if consistent properties are to be obtained and embrittlement problems avoided.
Phosphatability is found to be markedly improved by the addition of 0.07 % P to niobium (Nb) bearing ULC steel. In addition, P markedly improves the corrosion resistance of phosphated steel. The addition of P to certain enameling steel grades has been reported to enhance fish scaling resistance and after-fire strength. Furthermore, P accelerates etching and nickel (Ni) deposition rates during pre-enameling treatments. Although these latter effects may be advantageous, process control difficulties can arise if the P content is not consistently controlled to a predetermined level.
Steels with very low phosphorus
The P requirement for this category ranges up to about 0.02 %. Steels with very low maximum P requirements include those that are particularly susceptible to embrittlement. These are mainly HSLA steels containing elements like manganese (Mn), silicon (Si), Ti, Nb, vanadium (V), molybdenum (Mo), and Chromium (Cr) etc.
While most attention seems to have been focused on residual S reduction, the trend now is to reduce the levels of all residuals including P. Line pipe steels are among the most demanding as regards low P content. For the transmission of corrosive gases maximum content of 0.02 % P is necessary while 0.01 % maximum P is desirable. The P content of less than 0.01 % is indispensable for low temperature service.
Demand for higher formability has increased the use of stabilized, ULC steels. These steels are susceptible to secondary work embrittlement in deeply drawn parts. Although boron (B) additions alleviate this problem, B exerts a negative impact on formability, Lower P levels, below 0.01 %, represent a potential alternative solution to the secondary work embrittlement problem.
Steels with moderately Low phosphorus
Steels for which roughly 0.02 % to 0.03 % P is tolerable include most low strength grades and high strength steels that are not subject to hostile environments. Whenever high ductility is required, P is usually kept as low as possible, while keeping in mind the increased cost of reducing the P level.
For commercial quality, plain C steels where formability requirements are minimal, the upper limit of range can be somewhat relaxed. From a product consistency standpoint, tight control of P is more important than reducing its level below about 0.02 % for steels that fall into this category.
High phosphorus (rephosphorized) steels
P is normally used as a strengthening agent in amounts up to about 0.1 %. P is added in amounts up to 0.15 % to cold rolled, motor lamination steels in order to reduce AC core loss during service. A significant portion of core loss is due to eddy currents, and this contribution depends inversely on electrical resistivity. P is desirable for this purpose because it strongly increases resistivity at low cost. The enhanced punchability of motor laminations due to the hardening effect of P is an additional benefit gained by adding P to these steels

Leave a Comment