Oxygen gas and its usage in Steel Plant
Oxygen gas and its usage in Steel Plant
Oxygen is an active, life sustaining component of the atmosphere. The percentage of oxygen in air is 20.94 % by volume or 23 % by weight of the air. It is the most widely occurring element on the mother earth. Because it forms compounds with virtually all chemical elements except the noble gases, most terrestrial oxygen is bound with other elements in compounds such as silicates, oxides, and water. Oxygen is also dissolved in rivers, lakes, and oceans. Molecular oxygen occurs almost entirely in the atmosphere.
Between 1770 and 1780, Swedish pharmacist Carl Wilhelm Scheele, British clergyman Joseph Priestley and French chemist Antoine Laurent Lavoisier researched, documented and helped discover oxygen. The name oxygen was first used by Lavoisier in 1777. It was only later that its high level of chemical reactivity was discovered.
Oxygen is produced in large quantities and at high purity as a gas or liquid through the liquefaction and distillation of ambient air at the cryogenic air separation plants. It is also produced on commercial scales as a lower purity gas (typically about 93 %) by adsorption technologies (pressure swing adsorption (PSA), or vacuum-pressure swing adsorption (VPSA or VSA). Very pure oxygen can be produced by the electrolysis of water. Gaseous oxygen is called in short as GOX while the liquid oxygen is called in short as LOX.
Liquid oxygen is a cryogenic liquid. Cryogenic liquids are liquefied gases that have a normal boiling point below – 150 deg C. Liquid oxygen has a boiling point of -183 deg C. Because the temperature difference between the product and the surrounding environment is substantial, it is necessary to keep the liquid oxygen insulated from the surrounding heat.
Oxygen also requires special equipment for handling and storage. Oxygen is often stored as a liquid, although it is used primarily as a gas. Liquid storage is less bulky and less costly than the equivalent capacity of high-pressure gaseous storage. A typical storage system consists of a cryogenic storage tank, one or more vaporizers and a pressure control system. The cryogenic tank is constructed, in principle, like a vacuum flask. There is an inner vessel surrounded by an outer vessel. Between the vessels is an annular space that contains an insulating medium from which all the air has been removed. This space keeps heat away from the liquid oxygen held in the inner vessel. Vaporizers convert the liquid oxygen into a gaseous state. A pressure control manifold then controls the gas pressure that is fed to the process or application. Vessels used in liquid oxygen service are to be designed for the pressure and temperatures involved. Piping design is to follow the norms meant for such piping. Fig 1 Typical liquid oxygen storage system along with cross section of storage tank is shown in Fig 1.
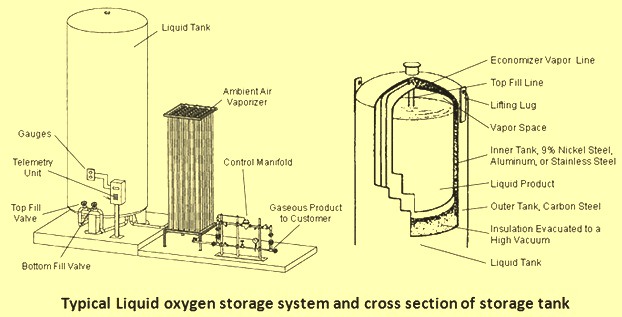
Fig 1 Typical liquid oxygen storage system along with cross section of storage tank
Uses of oxygen
Oxygen is generally liquefied so that it can be more effectively transported and stored in large volumes. However, most applications use oxygen after it is vaporized to the gaseous form.
The main industrial application of oxygen is combustion. Many materials that do not normally burn in air will burn in oxygen so mixing oxygen with air greatly enhances combustion efficiency. It is widely combined with a fuel gas for cutting, welding, and brazing, offering much higher flame temperatures and thus greater efficiency than just air. With oxy-fuel, plasma and laser processes, a jet of gaseous oxygen is used to cut steel. Oxygen is also popular in thermal lancing to drill or cut through materials such as concrete, brick, stone and various metals.
Oxygen is widely used in a steel plant. The major usage of oxygen in the steel plant is given below.
- Used in production of steel in the primary steel making processes (basic oxygen furnace and electric arc furnace) as well as in the secondary steel making processes (CAS-OB process and AOD process)
- Used for enrichment of blast air in the blast furnace iron making process
- Used for oxygen lancing of the clogged tap hole in blast furnace
- Used in oxy-fuel cutting of the cast product in continuous casting machine
- Used in oxy- fuel burners in reheating furnace
- Used for enrichment of combustion air in different burners
- Used for oxy lancing of steel
- Used in steel scarfing
- Used in waste water treatment (BOD process).
- Used for treatment of carbon monoxide gas poisoning
- Oxygen is used in metal analysis instruments, in calibration gas mixtures, and in bomb calorimeters.
- Oxygen is used with fuel gases in gas welding, gas cutting, flame cleaning, flame hardening, and flame straightening.
- Oxygen is used in self-contained breathing apparatus (SCBA) and in first aid centres and steel plant hospital.
Properties of oxygen
The CAS number of oxygen is 7782-44-7 while the UN number for gas is UN1072 and for liquid oxygen is UN1073.
Oxygen is an element with the chemical symbol O and atomic number 8. Under standard temperature and pressure conditions, two oxygen atoms join to form di oxygen (O2) which is a colourless, odourless and a tasteless gas. Its chemical or molecular formula is O2 which means that one molecule of oxygen gas contains two atoms of oxygen. Its atomic mass is 16 and molecular weight is 32 grams/mol. The melting point and boiling point of oxygen is -218.8 deg C and -183 deg C respectively. Its density is 1.43 kg/cum at 21.1 deg C. The density of liquid oxygen at atmospheric pressure and boiling point is 1141.2 kg/cum. It is heavier than air and its vapour density is 1.1 (air=1). Liquid oxygen is a pale blue liquid which is slightly heavier than water.
The critical temperature and critical pressure of oxygen are – 118.57 deg C and 51.43 kg/sq cm respectively. The triple point temperature and triple point pressure are -218.79 deg C and 0.0015 kg/sq cm respectively.
Oxygen gas is soluble in water and its solubility in water at 1 atmosphere pressure and 0 deg C is 0.0489 volume by volume which is around 39/mg/litre.
Although oxygen itself is nonflammable, it enhances combustion and enables all materials that are flammable in air to burn much more vigorously. These combustion-supporting properties account for its use in many industrial applications
Oxygen is highly oxidizing and very reactive. It reacts vigorously with combustible materials, especially in its pure state, releasing heat in the reaction process. Pure oxygen, at high pressure can react violently with common materials such as oil and grease. Other materials may catch fire spontaneously. Nearly all materials including textiles, rubber and even metals normally burn vigorously in oxygen.
Safety aspects related with the use of oxygen
Oxygen is not acutely toxic under normal pressure. Oxygen is more toxic when inhaled at elevated pressures. The inhalation of 80 % oxygen at atmospheric pressure for more than 12 hours may cause irritation of the respiratory tract, progressive decrease in vital capacity, coughing, nasal stuffiness, sore throat, and chest pain, followed by tracheobronchitis and later by pulmonary congestion/edema. Inhalation of pure oxygen at atmospheric pressure or less can cause pulmonary irritation and edema after 24 hours. Respiratory symptoms can occur in two to six hours at pressures above atmospheric pressure.
Materials which react explosively if they come into contact with pure oxygen at high pressure and materials which can catch fire spontaneously are those materials that are incompatible with oxygen. Equipment designed for oxygen service is made from materials and components that have been tested and proved to be compatible, and are safe for the purpose. The reasons for a particular design and choice of material are not always obvious. Using substitute materials or components which appear to be similar but are not proven to be oxygen compatible, is extremely dangerous and can be the cause of accidents.
As a rule, lubricants (grease and oils) and taping are to be avoided. Only lubricants and tapes that are suitable made for oxygen service, and are specified by the equipment supplier, are to be used. Equipments are to be thoroughly degreased before use. If not degreased, there is risk of violent reaction particularly with the valves.
Oxygen is not be used as a substitute for compressed air in pneumatic equipment since they generally contain flammable lubricants.
Some materials may appear to be compatible but the shape and configuration of components may be important in minimizing the fire risk. Only components approved by the manufacturer are to be used when maintaining oxygen equipment. Also it is to be ensured that high pressure oxygen systems are designed, constructed, installed and commissioned by competent people who have specialized knowledge of the subject. All oxygen apparatus and equipment must be properly identified with the gas name and safe working pressure. Also oxygen must not be introduced into any equipment unless it has been designed for oxygen service.
Opening of a valve to pressure the downstream system, results in the compression of the oxygen gas in the downstream system. If this is done rapidly, it can result in abnormally high gas temperatures, which might ignite material in the valve and piping system.
The flow of gas across the trim of a ball, butterfly, or eccentric disk valve might generate a static electric charge on the trim. Because these valves inherently do not have a good grounding path from the trim to the valve body or from the valve body to the pipeline, it is necessary to use proper provisions and care for their grounding. If it is not done then this might allow a discharge spark between the trim and valve body or between the valve body and adjacent piping, igniting the surrounding material.
In the piping carrying oxygen many of the hazards arise from the velocity of the flowing gas. For this reason, it is imperative that the system be designed such that flowing velocities is always low. Pressure test on the pipe line system is preferably to be done pneumatically instead of hydraulically. Nitrogen or dry air, free of oil and grease, is to be used to purge oxygen from the pipeline.
Pipe system sizing is predominantly based on the design velocity. This velocity is based on normal plant operation and venting, and not based on velocities that may arise due to mechanical failures or other unusual circumstances such as control valve failure or relief valve lifting. The term velocity means the average axial velocity in the pipe at all defined operating pressures, temperatures, and flow rates. For pipeline equipment, the velocity shall be based on the minimum cross sectional flow area of the component. There may be multiple operating conditions defined for which all velocities shall be considered.
Since organic materials have ignition temperatures below those of metals, use of organic materials in contact with oxygen should be avoided, particularly when the material is directly in the flow stream. When an organic material must be used for parts such as valve seats, diaphragms, or packing, it is preferable to select a material with the highest ignition temperature, the lowest specific heat, and the necessary mechanical properties. The selection of metals is to be based on their resistance to ignition and rate of reaction.
Oxygen cylinders are to be used only in the ventilated area. They are to be handled carefully and not to be lifted by their valve protection cap. They are to be protected from physical damage and are not to be dragged, rolled, slided, or dropped. A purpose built trolley is to be used to move them. The cylinders are to be kept chained or clamped to prevent them from falling over. They are to be stored upright, with valve protection cap in place, and firmly secured to prevent falling or being knocked over in a well-ventilated storage area or compound, away from combustible materials and separated from cylinders of flammable gas. Oxygen cylinder temperatures are not to exceed 52 deg C. For oxygen piping backflow protection devices are to be used.
Oxygen being oxidizing material increases the risk of fire and may aid combustion. Contact with combustible material can cause fire. A cylinder or a pipeline containing oxygen under pressure may burst or explode in a fire or if heated
Even a small increase in the oxygen level in the air to 24 % can create a dangerous situation. In case of a fire, it burns hotter and more fiercely than in normal air. It may be almost impossible to put the fire out. A leaking valve or hose in a poorly ventilated room or confined space can quickly increase the oxygen concentration to a dangerous level. The main causes of fires and explosions when using oxygen are due to the several reasons which include (i) oxygen enrichment from leaking equipment, (ii) use of materials not compatible with oxygen, (iii) use of oxygen in equipment not designed for oxygen service, and (iv) incorrect or careless operation of oxygen equipment.
In case of fire, the area is to be isolated immediately and all the persons are to be removed from the scene of the incident. The containers are to be moved from the fire area if this can be done without risk. Water spray is to be used to keep fire-exposed containers cool. If involved in fire, the flow is to be shut off immediately if it can be done without risk. Fire-fighters should wear appropriate protective equipment and self-contained breathing apparatus (SCBA) with a full face-piece operated in positive pressure mode.
The only effective way of dealing with oxygen-fed fires is to isolate the supply of oxygen. Under oxygen-enriched conditions, appropriate firefighting media include; water, dry chemical (powder), or carbon dioxide. The selection needs to take into account the nature of the fire (e.g., electrical, etc.). Fires on persons or their clothing for example shall be extinguished by water as covering in a fire blanket will still allow oxygen-enriched clothing to burn.

Leave a Comment