Oxygen Blowing Lance and its Role in Basic Oxygen Furnace
Oxygen Blowing Lance and its Role in Basic Oxygen Furnace
In the basic oxygen furnace (BOF) steel making a water-cooled lance is used for injecting a high velocity (super-sonic) stream of oxygen onto the liquid bath for its refining. The velocity or momentum of the oxygen jet results in the penetration of the liquid slag and metal to promote oxidation reactions over a relatively small area. The velocity of the oxygen jet and the penetration characteristics are functions of the nozzle (lance tip) design.
The top-blowing lance oxygen jet of the BOF converter works as the source of feeding oxygen and energy for stirring of the liquid metal in the bath. Major in-furnace phenomena of a BOF converter that involve the top-blowing lance oxygen jet are formation of a cavity as a result of physical interaction between the oxygen jet and liquid metal, stirring of liquid metal, generation of spitting and dust, and post combustion of CO gas generated by decarburization and reaction with oxygen. For the optimization of BOF converter operation and control the above phenomena, different devices and improvements have been made and applied to the design and operation of top-blowing lance. Examples of these include the employment of Laval nozzles capable of converting pressure energy to jet kinetic energy with high efficiency in order to promote stirring of liquid metal, and the use of a multi-hole lance that enables high-speed oxygen feeding while suppressing generation of spitting and dust by dispersing of the oxygen jet.
With the introduction of combined blowing in the BOF converters, the role of top-blowing lance jets as the source of energy for stirring liquid metal iron declined and flexibility in design and operation has been enhanced significantly.
The main reason for blowing oxygen into the liquid bath is to remove carbon of the bath to the endpoint specifications. Due to the oxygen blowing, the principle reaction which results is the removal of carbon from the bath as CO. This is an exothermic reaction which adds heat to the system. A small amount of CO2 (normally less than 10 %) is also produced because of the burning of this CO inside the BOF converter by reacting with oxygen (called post-combustion). Other reactions which take place because of the oxygen blowing are the oxidation of other elements such as silicon (Si), manganese (Mn), and phosphorus (P) etc. These elements are oxidized and are absorbed in the slag layer. These reactions are also exothermic, further contributing to the required heat to liquid bath and raise the temperature of the liquid bath to the required level. The oxidation of the Si is particularly important since it occurs early in the oxygen blow and the resultant silica combines with the added lime to form the liquid slag. The oxidation reactions taking place due to the blowing of oxygen are given below. The reaction change in free energy (given in bracket) is in kcal/mole at 1600 deg C.
C + 0.5 O2 = CO (- 66)
2CO + O2 = 2CO2 (-57.4)
Si + O2 = SiO2 (-137.5)
Mn + 0.5 O2 = MnO (- 58.5)
2P + 2.5 O2 = P2O5 (-148.5)
The oxidation reactions occur in the impact zone of the oxygen jet. This impact zone is called a cavity and is created by the impingement of the oxygen. The depression in the liquid bath is a function of the momentum or the thrust of the oxygen jet and is calculated by the following equation.
F = W (Ve/g)
Where F is the force, W is the mass flow rate, Ve is the exit velocity, and g is the acceleration of gravity. The jet thrust and impact angle are optimized to achieve the desired chemical reactions and bath agitation through the design of the nozzles of the oxygen lance.
Nozzles of the oxygen lance are designed for a certain oxygen flow rate, usually measured in N cum/min, resulting in a certain exit velocity (Mach number), with the required jet profile and force to penetrate the layer of liquid slag and react with the liquid metal bath in the cavity area.
The high momentum oxygen jet leaves the Laval nozzle exit at around twice the speed of sound. The characteristic parameter is the Mach number, representing the ratio between local gas velocity and speed of sound. As a result of the expansion within the nozzle, the oxygen cools down to around minus 100 deg C on its way to the nozzle exit, thereby intensively cooling the nozzle both on the water and on the oxygen side.
A Laval nozzle consists of a convergent inlet and a divergent outlet duct. Frequently, the term convergent-divergent (CD) nozzle is used. Supersonic jets are produced with convergent/divergent (Laval) nozzles. A reservoir of stagnant oxygen is maintained at pressure, Po. The oxygen accelerates in the converging section up to sonic velocity (Mach = 1) in the cylindrical throat zone. The oxygen then expands in the diverging section. The expansion decreases the temperature, density, and pressure of the oxygen and the velocity increases to supersonic levels (Mach more than 1).
As the oxygen jet exits the nozzle into the BOF converter, it spreads and decays. A supersonic core remains for a certain distance from the nozzle. Supersonic jets spread at an angle of Laval nozzle, which is usually in the range of 10 deg to 16 deg but go up to 23 deg in some lance nozzle designs.
Suitable nozzle design and proper operation are both necessary for efficiently producing the desired steelmaking reactions and for maximizing the lance life. If a nozzle is overblown, which means that the oxygen jet is not fully expanded at the time it leaves the nozzle, shock waves develop as the jet expands outside of the nozzle. Useful energy is lost in these shock waves, and an overblown jet impacts the liquid metal bath with less force than an ideally expanded jet.
Nozzles are underblown when the oxygen jet expands to a pressure equal to the surrounding pressure and then stops expanding before it leaves the nozzle. In this case, the oxygen flow separates from the internal surface of the nozzle. Hot gases from the BOF converter then burn back or erode the nozzle exit area. This erosion not only decreases the lance nozzle life, but also results in a loss of jet force, leading to a soft blowing condition. Mechanics of supersonic jet formation as well as overblowing and underblowing conditions are shown in Fig 1.
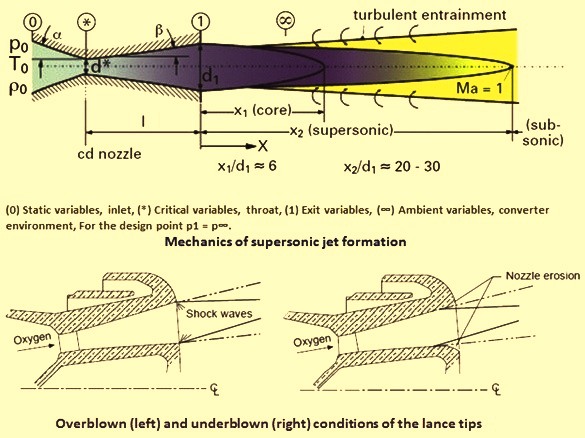
Fig 1 Mechanics of supersonic jet formation as well as overblowing and underblowing conditions
The main components of the oxygen lance of the BOF include oxygen inlet fittings, the oxygen outlet (lance tip), which is made of a high thermal conductivity cast/forged copper design with precisely machined nozzles to achieve the desired flow rate and parameters of the oxygen jet. The lance barrel is a series of concentric pipes consisting of an outer pipe, an intermediate pipe and the central pipe for the oxygen. Oxygen lance is to be designed to compensate for thermal expansion and contraction. The outer pipe of the lance is exposed to the high temperatures in the BOF converter. As its temperature increase it expands and the overall lance construction internally is constructed with O-ring seals and various joints, but can accommodate the thermal expansion and contraction while in service. The lance is also to have a stress-free design and it must be built with steel plant duty construction quality to be able to withstand the normal operating conditions existing in the steel melting shop.
Cooling water is necessary in the lance to prevent its burning up of the oxygen lance in the BOF converter. Both the copper lance nozzle and the steel lance are cooled by recirculating water at a pressure of around 6kg/sq cm. The important components of a lance are the water cooling channels where the cooling water flows through the center of the nozzle and exits through the outer pipe of the lance. It is designed to get maximum velocity of cooling water in the nozzle area, which is exposed to the highest temperatures.
It is important to design the Laval nozzles of the oxygen lance in such a manner that the process variables during the blowing process are in agreement with the design parameters. When the nozzles are operated at a higher inlet pressure than the design pressure, the blowing jets are merely inefficient. When the nozzles are operated with a lower inlet pressure, they are subject to rapid wear and the supersonic jets are inefficient.
Factors affecting BOF lance performance
There are a number of factors affecting the performance and the efficiency of the oxygen lance. The performance of the lance depends on the conditions which exist inside the furnace. The content of Si in the hot metal is a very important parameter. This affects the amount of slag that forms, the amount of slag that has to be penetrated by the jet of oxygen, and also controls the amount of slopping in the furnace. The lance operating height is also very important and it is necessary that it is included in the design calculations of the nozzle. If the height of the lance is too low in the furnace then it is exposed to extremely high temperature. In this case the heat transfer from the cooling water is not sufficient to keep the face of the lance from melting or being burned away prematurely. If the height of the lance is too high, the thrust of the oxygen jet becomes less efficient and the refining time of liquid bath becomes longer, and higher amount of oxygen is needed for achieving the necessary decarburization and bath temperatures. The oxygen flow rate is a design parameter that is sometimes limited by the oxygen supply system, and/or emissions concerns. The exit velocity of the Mach number is also a factor which is used while designing the lance. The oxygen jet is normally more forceful if the value of the Mach number is higher.
The number of nozzles and the angle of the nozzle hole are also important considerations for the oxygen lance. In the early stages of the development of BOF process of steelmaking, a lance with single nozzle was used which was blowing directly down unto the liquid bath. This caused a lot of slopping and the liquid material was ejected straight up the mouth of the BOF converter. Three hole nozzles slightly angled were developed to minimize slopping, resulting in a high process yield. Currently many BOF converters are operating with lances having 4, 5, or 6-nozzle configurations.
Impact area is a function of number of nozzle holes and nozzle angle. The effect of increasing the number of nozzles and nozzle exit angle on the impact area in the liquid bath for an oxygen lance with 3-hole nozzle, 4-hole nozzle, and 5-hole nozzle lance is compared below. For this comparison the flow rate for oxygen is considered as 565 cum/minute. Mach number of oxygen jet is taken as 2 and the height of the lance is considered as 1.8 m. The impact areas for a lance with a 3-hole nozzle at 12 degree angle is 1.41 sq m, with a 4-hole nozzle at 12 degree angle is 1.52 sq m, with a 5-hole nozzle at 12 degree angle is 1.61 sq m, and with a 5-hole nozzle at 14 deg angle is 1.67 sq m.
As the angle of the nozzle is increased then more of the lateral force component, rather than a vertical force component, develops. This contributes to more stirring and agitation in the liquid bath of the BOF converter. However, if the lateral component of the oxygen jet becomes excessive, higher refractory wear occurs.
Factors affecting the lance life
Long lance nozzle life is beneficial for the economical operation of the BOF converter. However, in normal BOF working practice many individual parameters have an influence on the process, such as hot metal chemistry, slagging practice, lime quality, lance pattern, dynamic or static lance control, restrictions in the oxygen supply pressure, and the shape and volume of the converter. These also differ widely from plant to plant so it is only possible to give general rules based on a more or less ideal working practice in order to describe the general relationship between BOF process parameters and lance nozzle life.
The most vulnerable part of a lance nozzle is the so called lance head crown, which is exposed to temperatures of above 2,000 deg C when in use. Thus, the lance head crown is to be made of copper of conductivity which is close to about 100 % conductivity. Normally, only forged copper can provide such a high conductivity. Due to casting restrictions, cast copper lance nozzles typically have a minimum electrical conductivity of around 90 %. Electrical conductivity is directly proportional to thermal conductivity.
Lance life varies from shop to shop, depending on the various operating practices. A typical life of the lance may be 200 heats, although there are some shops where up to 400 heats of lance life is being achieved. There are also steel melting shops which are not been able to achieve even 100 heats. Cooling water is critical for maintaining high lance life. The flow rate must be maintained at the design rate. The cooling water outlet temperature is not to exceed 60 deg C to 65 deg C. The quality of water quality is also an important parameter. If the water is contaminated with oxides or dirt, deposits normally form inside the lance pipes and nozzle, resulting in a negative effect on heat transfer and this reduces the life of the lance. Operating height is critical for achieving the penetration of the oxygen jet in the liquid bath. However, if the lance height is too low, there is the possibility of erosion or melting of the face of the lance nozzle.
The underblowing of BOF converter results into erosion of the nozzle exit and failure of the lance nozzle. Excessive skull buildup on the lance nozzle is required to be mechanically removed or burned off. Both of these practices can cause damage to the lance.
The service life of the lance is affected by the following two factors.
For oxygen blowing, the static pressure which is important for the lance nozzle design is adjusted at the valve station and not at the nozzle inlet. In this way, the volumetric oxygen flow rate required for the metallurgical reaction is generated. The pressure loss between the valve station and the lance nozzle, occurring as a result of friction and deflection losses, is an unknown quantity. The pressure loss is usually between 0.3 kg/sq cm and 1.5 kg/sq cm, depending on the geometry of the oxygen pipe. In order to design the nozzle, the pressure loss is to be estimated, and the inlet pressure is determined. It is not easy to calculate theoretically the real pressure loss, since a compressible pressure loss calculation covering all gas network components is required. The inlet temperature, which is also necessary for the design and the static pressure in the converter, is unknown as well. Thus, the process variables required for the nozzle design are considered as approximate values. If the nozzles are operating in a mode, varying from the mode they have originally been designed for, they rapidly show indications of wear. Moreover, the blowing conditions become unstable and ineffective.
During BOF converter operation, the particular process variables might be varied by the operator, responding to unforeseen events (slopping of liquid metal and slag out of the converter, pressure fluctuations in the oxygen network, addition of cooling ores in the main blowing phase) and current process events (sampling by means of the sub-lance during the blowing operation). Accordingly, the nozzle flow varies from the ideal design condition for a more or less long period of time. Inside and outside of the nozzle, a complex and undesired flow pattern, called diamond wave pattern, occur in form of compression and/or expansion waves, which lead to wear of the nozzle edge.
New developments in the lances of BOF
The first recent development was the post-combustion lance. Because 90 % of the gas evolving from the oxidation reactions of the bath is carbon monoxide, it is desirable to further combust this carbon monoxide to form carbon dioxide. This reaction is highly exothermic, resulting in additional heat for the steelmaking process. This is a practice that is being followed in several BOF shops where scrap to hot metal ratio is high. This practice needs a dual-flow oxygen lance, which has two oxygen outlets. In such a lance, the main supply of oxygen is distributed through the lance tip similarly to a conventional lance, while the auxiliary oxygen is controlled separately and is blown at a higher elevation in the BOF converter. The function of the auxiliary oxygen is to react with the carbon monoxide coming off the liquid metal bath, thus creating additional thermal energy which can be used to melt additional scrap, and help to control skull buildup in the mouth of the BOF converter.
The second recent development for oxygen lances is its use to splash a protective coating of slag containing high levels of MgO onto the walls of the BOF converter. This process is popularly known as slag splashing. This is done after the liquid steel has been tapped out of the BOF converter with the residual slag remaining in the BOF converter. The residual slag is then conditioned for composition and temperature. Both the parameters slag composition and slag temperature are important parameters for the success of the slag splashing. The oxygen supply is switched off and the nitrogen supply is switched on. The lance is lowered to around 1 m above the bottom of the BOF converter. The nitrogen is then turned on, splashing the liquid slag onto the walls of the BOF converter and creating a protective slag coating over the refractories. This slag coating has successfully increased the typical refractory lining life to over 20,000 heats per campaign. Furthermore the gunning requirements have also been decreased to less than 0.5 kg per ton of liquid steel produced.

Leave a Comment