Molybdenum in Steels
Molybdenum in Steels
Molybdenum (Mo) (atomic number 42 and atomic weight 95.95) has a density of 10.22 gm/cc. Melting point of Mo is 2610 deg C and boiling point is 5560 deg C. The phase diagram of the iron molybdenum (Fe-Mo) binary system is at Fig 1.
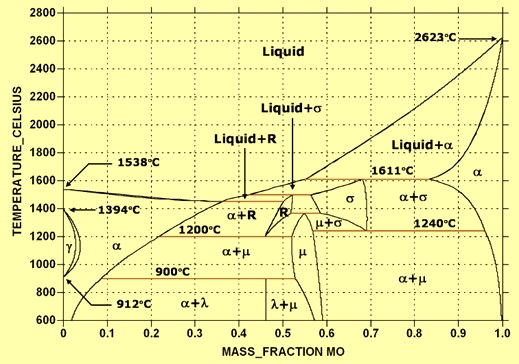
Fig 1 Iron molybdenum binary system
Mo is normally referred in short as ‘moly’. It has many important uses in alloy steels, stainless steels, alloy cast irons and super alloys. It is a powerful hardenability agent and is a constituent of many heat treatable alloy steels.
Mo retards softening at higher temperatures. Hence it is used in boiler and pressure vessel steels, as well as several grades of high speed and other tool steels. Mo improves the corrosion resistance of stainless steels. In HSLA (high speed low alloy) steels, it produces acicular ferrite structures.
Mo is the basis for many of the as-rolled DP (dual phase) steels used in automotive applications. While Mo may often be used interchangeably with chromium (Cr) and vanadium (V), in many cases the properties it imparts are unique. Due to it, the use of Mo has increased considerably over the past several decades.
Available forms
Mo is supplied as ferro-molybdenum (Fe-Mo) and as molybdic oxide (MoO3).
Fe – Mo contains a minimum of 60 % Mo. Silicon (Si) and copper (Cu) may be present in quantities up to 1 % each. It is relatively expensive and is sparingly used for addition.
Technical MoO3 has a minimum of 57 % Mo. SiO2 is the main impurity, but it may also contain small amounts of Cu, sulfur (S), and phosphorus (P). MoO3 is supplied either in cans or as briquettes. MoO3 briquettes may also contain some amount of carbon (C).
Considerable quantity of Mo is recovered from alloy scrap and that the use of addition agents is strongly governed by the quantity and Mo content of the scrap available. The Mo bearing scrap must be well segregated, both to recover its alloy content and to avoid contamination with Mo of steels in which its presence is undesirable.
Addition practice
MoO3 is easily reduced to Mo in electric arc furnace (EAF), argon oxygen decarburization (AOD) converter and basic oxygen furnace (BOF) in case sufficient C or other reducing agents are present at the time of its addition. It is not suitable for use in induction melting furnaces, vacuum practices, or as a ladle addition. Fe – Mo is used as a ladle addition for final chemistry adjustment, in high speed steel production and in steel foundries.
In the EAF production of HSLA steel, alloy steel, and heat resisting grades, where Mo content is normally less than 1 %, MoO3 is added to the liquid steel bath after meltdown is complete and after initial sample for chemical analysis has been taken. This allows for normal uncertainties in scrap composition and permits closer control of final Mo content. Adding fluorspar may help in reducing slag foaming. Mo recovery is usually 95 % or higher since MoO3 is easily reduced in the bath. When needed, compensation for inaccuracies in the initial chemical analysis is made by adding Fe-Mo in the steel teeming ladle.
If the composition of the scrap is reasonably well known it may be more convenient to add MoO3 directly with the furnace charge, leaving an allowance for final ladle trimming with Fe- Mo, as appropriate. This is the normal practice in EAF and BOF steelmaking.
MoO3, usually in the form of briquettes, may also be used for the production of such moly-rich grades as high speed tool steels. In the AOD process of stainless steel making, MoO3 is usually added during the initial blow and Fe-Mo is added in the final additions. MoO3 briquette recovery levels can be lower if they are added during the initial blow (87 % compared with 95 % when added to the converter during the non-blow position). EAF use of MoO3 needs some care to minimize losses due to volatilization and other reasons.
Mo content of steels
The normal Mo content of the different type of steels is as follows.
- Heat treatable engineering steels – Mo content ranges from 0.25 % to 0.5 %.
- Case hardened steels – Mo content ranges from 0.15 % to 0.5 %.
- HSLA steels – Mo content ranges from 0.15 % to 0.25 %.
- Maraging steels – Mo content ranges from 4.0 % to 5.0 %.
- Tool and high speed steels – Mo content ranges from 0.5 % to 9.0 %.
- High temperature steel – Mo content ranges from 0.3 % to 1.2 %.
- OCTG (oil country tubular goods) – Mo content ranges from 0.3 % to 1.0 %.
- Stainless steels – In austenitic stainless steels Mo is in the range of 2 % to 7 % while in duplex stainless steels it is in the range of 3 % to 5 %. The addition of 1 % to 2 % of Mo to ferritic stainless steels also significantly increases the corrosion resistance and the elevated temperature strength.
- Cast irons – Mo content ranges from 1.0 % to 3.0 %.
Rolling of Mo alloyed steels
Hot rolling procedures are to be well designed and carefully adhered to for taking maximum advantage of the effects that Mo produces in steel. This is especially important in the case of ‘as-rolled’ HSLA strips and plates, and for high speed tool steels containing Mo.
Mo slows ferrite separation from austenite to greatly increase the bainitic hardenability. This is helpful in HSLA steels utilizing acicular-ferrite. For HSLA steel grades containing Mo, Mn (manganese) and Nb (niobium), rolling in roughing mill should begin around 1200 deg C. This results into the finest austenite grain size going into the finishing train of rolling mill.
Finish rolling usually begins at controlled temperatures below 980 deg C though the Mn-Mo-Nb steels are not controlled rolled in the same sense as the Mn-V-Nb grades. Controlled cooling, using lamellar flow water and/or high pressure sprays, are used to provide a strip temperature of around 560 to 570 deg C at the coiler. This prevents the formation of harmful coarse ferrite grains.
Mo containing as-rolled DP steels does not require the post rolling inter critical heat treatments. These steels develop the dual phase (ferrite and martensite) structure directly at the hot rolling mill. Close control of rolling variables is important but can be somewhat relaxed if Si (silicon) content is high at around 1.3 % level and Mn is reduced to a level of 0.7 % to 0.8 %. In this case the reheat temperature of steel can have a wide range of 1150 to 1300 deg C, finish rolling temperature can be in the range 850 to 925 deg C, and the coiling temperature can be in the range of 450 to 620 deg C though the best results are obtained when coiling at 565 deg C.
Mo containing high speed steel requires a significant amount of hot working to break up segregated as-cast structure. Reductions in cross sectional area of 90 % or more are considered necessary.
Influence of Mo
Mo is used efficiently and economically in iron and steels for the following.
- To improve hardenability
- To reduce temper embrittlement
- To resist hydrogen attack & sulphide stress cracking
- To increase elevated temperature strength
- To improve weldability, especially in HSLA steels.
Mo is used extensively because its inclusion (alone or with other alloying metals) results in a more economical way of getting improved properties in steels. Mo makes a unique contribution to hot strength, corrosion resistance and toughness. It improves high temperature creep strength, hardenability and wear resistance.
Mo dissolves in both alpha and gamma iron and in the presence of C forms complex carbides (FeMo)6C, Fe21Mo2C6, and Mo2C.
Mo is similar to Cr in its effect on the shape of the TTT (time temperature and transformation) curve but up to 0.5 % appears to be more effective in retarding pearlite and increasing bainite formation. Additions of 0.5 % Mo have been made to plain C steels to give increased strength at boiler temperatures of 400 deg C, but Mo is mainly used in combination with other alloying elements.
Mo when added to austenitic and duplex stainless steels improves resistance to pitting corrosion especially by chlorides and sulphur chemicals and also their weldability. Mo containing grades of stainless steels are generally more corrosion resistant than Mo free grades. They are used in applications that are more corrosive, such as chemical processing plants or in marine applications. There are many grades of stainless steels with different Mo along with Cr, Ni (nickel), and N (nitrogen) etc. contents. The best grade for a given application is selected based on the corrosivity of the service environment.
When added to low alloy steels, Mo improves high temperature strengths and hardness. When added to Cr steels it greatly diminishes the tendency of steels to decay in service or in heat treatment.
Mo when added to a tool steel makes it more resistant to high temperature. Mo increases hardenability and improves fatigue property and wear resistance.
Mo is a strong carbide former and steels containing Mo can exhibit a secondary hardening peak. This fact, plus Mo’s ability to strengthen ferrite even at elevated temperatures, has led to the development of a series of heat-resisting steels. In addition to elevated temperature stability, these steels are resistant to hydrogen blistering.
Mo acts by increasing lattice strain, thus increasing the energy required to dissolve out iron atoms from the surface.
As a large atom, Mo increases the elevated temperature strength of stainless steels through solid solution hardening. This effect is used in heat exchangers and other elevated temperature equipment such as in automotive exhaust systems.
Heavy section forgings, which could be vulnerable to embrittlement because they can cool slowly through the known embrittling temperature range, are normally made from Mo containing steels.
Heat treatment
Mo containing steels like most of the alloy steels require higher austenitizing temperatures, high tempering temperatures and/or longer tempering times than C steels. Mo steels have normally a tendency toward surface decarburization and hence protective measures such as controlled atmospheres, salt baths, borax coatings and even vacuum processes are used when steels containing Mo are heat treated.
Mo containing high speed steels like W (tungsten) containing high speed steels, require special care in heat treatment. After rough machining, steel articles are normally given a subcritical annealing treatment at 680 to700 deg C and slowly cooled to relieve machining stresses. This also improves dimensional stability during hardening. Heating for austenitizing also need to be performed slowly. For this, a preheating at 500 deg C and a holding in the range 820 to 840 deg C are recommended. Second holding at 1100 deg C is helpful. After this, heating to the austenitizing range, 1170 to 1240 deg C (depending on grade) is to be rapid to minimize grain growth. Overheating is to be avoided, and the precautions regarding surface protection are necessary. Quenching of the steel can be direct or interrupted and must be followed by stabilization treatment, preferably in liquid nitrogen, to help transform residual austenite. After this double or even triple tempering in the range 510 to 610 deg C is carried out. For this the specific temperatures are chosen depending upon the composition of the steel.
Applications
Approximately two-thirds of the Mo produced is normally used in the production of alloy steels and super alloys. Stainless steels made with Mo have the strength and corrosion resistance needed for use in water distribution systems; food handling and chemical processing equipment; and home, hospital, and laboratory devices. Because of their strength and toughness, Mo alloy steels are used to make automotive parts, construction equipment, and gas transmission pipes. Mo’s important alloying properties have given it a significant role in modern industrial technology, which increasingly requires materials that are functional under high stress, expanded temperature ranges, and highly corrosive environments. Without Mo as an alloying metal, the super strength steel used in heavy construction (such as in skyscrapers and bridges) would be more costly; in some instances, the increased weight of alternative materials with equivalent strengths would render construction unmanageable or even impossible.
Mo containing iron and steels are used over a wide range of engineered products which includes the following.
- Automotive, shipbuilding, aircraft and aerospace
- Drilling, mining, processing
- Construction and earth moving equipment
- Energy generation, including boilers, steam turbines and electricity generator
- Vessels, tanks, heat exchangers
- Tool steels and high speed steels
- Chemical and petrochemical processing
- Pipelines and OCTG
- Heavy section forgings

Leave a Comment