Iron Ore Pellets and Pelletization Process
Iron Ore Pellets and Pelletization Process
Pelletizing of iron ore was started in the 1950s to facilitate the utilization of finely ground iron ore concentrates in steel production. For the pelletizing of iron ore there are two main types of processes namely, the straight travelling grate (STG) process and the grate kiln (GK) process. In the STG process, a stationary bed of pellets is transported on an endless travelling grate through the drying, oxidation, sintering and cooling zones. In the GK process, drying and most of the oxidation is accomplished in a stationary pellet bed transported on a travelling grate. Thereafter, the pellets are loaded in a rotary kiln for sintering and then on a circular cooler for cooling.
The pelletizing processes are discussed in the article under the link http://www.ispatguru.com/iron-ore-pellets-and-pelletizing-processes/.
The pellets may be acid or fluxed pellets.
- Acid pellets – Basicity of acid pellets is usually less than 0.1. The fired pellet strength is, to a certain degree, due to hematite bridges of polycrystalline structure. These pellets normally have large volume of open pores. The reduction gas quickly penetrates through these pores into the pellet core and simultaneously attacks the structure in many places. This results into an early structural change which begins at low temperatures over the entire pellet volume.
- Fluxed pellets – These are also known as basic pellets. Basicity of fluxed pellets is greater than 0.1 and can vary. Basicity of normal basic pellets range from 0.1 to 0.6 and have low CaO percentage. During the firing of these pellets, a glassy slag phase consisting of SiO2, CaO, and Fe2O3 of varying percentage is formed. Due to increased flux addition, there is formation of some slag and due to it, there is to a certain extent slag bonding with iron ore crystals. High basicity pellets have a basicity level greater than 0.6. These pellets contain higher level of CaO. These pellets not only have glassy phase consisting mainly of SiO2, CaO, and Fe2O3, but also calcium ferrites (CaO.Fe2O3). During firing of these pellets, the availability of CaO considerably favours the crystal growth of hematite. These pellets normally have a high mechanical strength after pellet firing.
Pellets plants are normally integrated with the iron ore beneficiation plants. In case they are not integrated then concentrated iron ore in slurry form is usually pumped to the pellet plant by slurry pipelines. Pellets plants based on rich iron ore fines are rare and not very economical. The entire pelletizing process can be divided into two main segments of sub processes namely (i) the segment of the cold sub processes and (ii) the segment of the hot sub processes.
The segment of the cold processes has the following sub processes.
- Slurry tank for storage of concentrated iron ore slurry from beneficiation plant. The particle size of iron ore in the ore slurry is less than 45 micro meter for around 80 % of the particles.
- Additive materials (such as dolomite, limestone, lime or olivine etc. depending on the quality of the pellet to be produced) is added to the slurry.
- Majority of the water is removed from the slurry by use of filters. The water content of the iron ore after filtering is around 9 %.
- A mixer is used for the addition of the binder (bentonite or organic binder) for obtaining sufficient mechanical strength of the green pellets
- Pelletizing discs or balling drums are used for the production of green pellets. Pelletizing discs are more popular for the production of green pellets.
- Vibrating screens are normally used for separating different fractions of green pellets. Undersized pellets are recycled back to the process, while the oversized pellets are crushed before their recycling.
- The rest is on sized (8 mm to 16 mm) pellets which are transported on a conveyor to the drying process in the segment of hot processes.
The segment of the hot processes has the following sub processes.
- Drying furnace to remove most of the water content of the green pellets by flow of hot air through the bed. Dried pellets then enters the pelletizing furnace.
- The dried pellets are fired (1250 deg C to 1300 deg C) in the pelletizing furnace for converting the green pellets into the final product
- Cooling of the hot hardened pellets to around 200 deg C is carried out in cooler by blowing cold air.
Most of the above sub processes are operated these days with the help of control techniques using automatic controls. Some of the sub processes depend highly on a well functioning of the preceding sub process. For example, if the particle size is too large, or the fines are too dry, or the drying is not working, then no pellets can be produced. A less critical situation is when some segments are working sub optimally. As an example If the process in which binder is added the mixing of binder is not uniform, then the process for the formation of green pellet suffers. Hence the iron ore pelletizing process is a chain of several sub-processes which depends highly upon each other’s performance.
The addition of binder to the ore serves two main objectives They are (i) to make the ore plastic so that it can nucleate seeds which grows into well formed pellets, and (ii) to hold the pellet together during handling, drying and preheating or until it has been sufficiently strengthened by hardening during firing. The optimum binder should produce high quality pellets at a minimum cost and introduce as little contaminants as possible. The binder is also to be non-toxic, easy to handle and should not require an advanced feeding system. Small additions of bentonite promote bonding by the formation of ceramic bonds and by greater compaction of the particles during the rolling of green balls.
The quality of green pellets depends on input parameters like mineralogy, chemistry and granulometry of ore fines, balling parameters like feed particle size, amount of water added during pelletization, disc rotating speed, inclination angle of disc bottom and residence time of materials in the disc etc.
In green pellets, water plays an important role. It agglomerates the ore and performs the function of binding liquid. Wet agglomerates can exist in a number of different states depending on the amount of the water present. These are shown schematically in Fig. 1. Binding liquid filling degree or liquid saturation describes the portion of the pore volume which is filled with binding liquid.
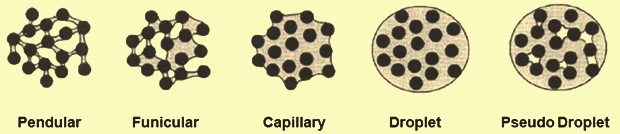
Fig 1 Schematic presentation of different state of wet agglomerate
At low saturations, the particles are held together by liquid bridges (pendular bonds, pendular state). In the state of tension (funicular), both liquid filled capillaries and liquid bridges co-exist. In the capillary state, all capillaries are filled with liquid and concave surfaces are formed in the pore openings due to the capillary forces.
The droplet state occurs when the agglomerate is kept together by the cohesive force of the liquid. In the pseudo-droplet state unfilled voids remain trapped inside the droplet. A common feature is that
in the capillary and droplet states, either concave capillary openings or free superficial water, over the whole agglomerate outer surface are expected. The capillary theory for wet agglomerate strength is well established now.
Additives have been employed to improve both the operation and the economics of the pelletization process. Lime (CaO) and hydrated lime [Ca(OH)2] proved to be beneficial additives during pellet production. The green and dry as well as fired pellet properties were significantly improved with the addition of lime or hydrated lime
The physical and metallurgical quality of the product pellets broadly depends on green pellet quality, type and amount of binders, fluxes and additives used, and induration parameters such as firing conditions (temperatures and time etc.). Ingredients of the green pellets react together, during firing, to form in the product pellets different phases and microstructures.
The type and amount of these phases, their chemistry and distribution plays a vital role in deciding the metallurgical properties of the product pellets during reduction in the subsequent iron making process. Studies of green pellets and induration of magnetite and high grade hematite iron ore fines with low alumina have been carried out in different parts of the world. But the results of these studies cannot be directly interpreted to iron ores with higher amount of alumina (Al2O3) due to the difference in chemistry and mineralogy. Iron ore fines with comparatively high Al2O3 content exhibit different pelletizing characteristics.
As for the firing of hematite iron ores, more heat is required to be supplied from external sources due to the absence of the following exothermic reaction of oxidation of magnetite.
4FeO + O2 = 2Fe2O3
The energy consumption needed for the pellet production from hematite ore fines is greater than that needed for pelletizing the magnetite ore fines. Moreover, pellets made from hematite ores have poor roasting properties and do not achieve adequate physical strength until the roasting temperature is higher than 1300 deg C. It is observed that the hematite particles and pellet structure keep their original shapes if the temperature is below 1200 deg C. The size of hematite particles do not get enlarged, nor the Fe2O3 crystal lattice defects are eliminated until the temperature is higher than 1300 deg C. At high temperatures, initial connecting bridges are formed between crystal grains and recrystallization of Fe2O3 occurs. However, if the roasting temperature is of greater than 1350 deg C, then it is detrimental as Fe2O3 decomposes to Fe3O4 as expressed by the following reaction and this adversely results in the loss of pellet quality.
6Fe2O3= 4Fe3O4+O2
The thermodynamic of this reaction indicates that decomposition temperature of Fe2O3 increases with increasing oxygen partial pressure. Hence excessive high firing temperature and low oxygen partial pressure is to be avoided to prevent the decomposition of Fe2O3. Thus, it is necessary to maintain a higher roasting temperature for hematite pellets as well as narrower firing temperature range. This makes difficult the operation of firing equipments.
To enhance the induration of hematite pellets, both magnetite-addition and carbon burdened methods are found to be the favourable techniques in practice.
In case of pelletization of the magnetite ores, when a pellet starts to oxidize, a shell of hematite is formed while the pellet core is still magnetite. Thermal volume changes in these two phases indicates that sintering in the magnetite phase starts earlier (950 deg C) compared to the hematite phase (1100 deg C). The difference in sintering rates between the magnetite and hematite phases is more at around 1100 deg C. The sintering rate increases in both the phases with increasing fineness in the magnetite concentrate. A finer grind in the raw material, therefore, promotes the formation of the unwanted duplex structures with a more heavily sintered core pulling off from the shell. At constant original porosity in green pellets, the oxidation rate decreases as the magnetite concentrate becomes finer, because of the enhanced sintering. However, in practical balling, finer raw materials necessitates the use of more water in balling, which results in an increase in green pellet porosity. These two opposite effects level out and the oxidation time becomes constant. Under industrial process conditions, differences in the duplex structure is still expected. This is because only partial oxidation takes place before induration.
The addition of lime (CaO) to the iron ore fines slightly decreases the productivity of green pellets, but increases the drop resistance and the compressive strength of green pellets. Further the strength of the pellets is directly proportion with the shrinkage that takes place during firing of the pellets. In case of fluxed pellets, the addition of lime increases pellet shrinkage and hence increases pellet strength. This is due to the interaction between lime, silica and iron oxide forming calcium silicate and calcium ferrites. The addition of lime results into the sintering of fine hematite particles supported by very localized secondary mineral bonding near original lime particles sites. With the increasing of both the temperature and the lime concentration more slag is formed which consolidates the structure and lowers the accessible porosity.
Use of hydrated lime [Ca(OH)2] has a positive influence on the drop resistance and compressive strength of green and dry pellets. Also there is a good influence of Ca(OH)2 on the final strength of fired pellets.
The addition of Ca(OH)2 results in a decrease the efficiency of bentonite as a binder by replacing of the more efficient sodium ion with calcium ion, converting it to the more calcic and less efficient one, leading to deterioration of the pellet properties. hence in some cases it is not desirable to add more than one binder at the same time during the pelletization process since it may results into deterioration of the pellet properties instead of their enhancement. After a certain amount of Ca(OH)2 is added, some enhancement in pellet properties is achieved which can be attributed to the effect of Ca(OH)2 as binder during the pelletization process. The kinetics of reduction of the pellets containing 0.4 % of bentonite and 4 % Ca(OH)2, having the highest physico-chemical properties, shows that the reduction of these pellets is controlled by interfacial chemical reaction.

Leave a Comment