Industrial High Capacity Metal Granulation – Application & Results from Over 40 Installations
Industrial High Capacity Metal Granulation – Application & Results from Over 40 Installations
Mr Per Vesterberg, UHT Sweden
Dr Kristina Beskow, UHT Sweden
Abstract
The industrial and high capacity GRANSHOT metal granulation process will be presented with operational experience from installations at integrated steel plants. The use of the end product; Granulated Pig Iron, GPI, will also be demonstrated.
The GRANSHOT granulation process converts excess liquid metal into granules by immediate solidification in water. The ready–to–use bulk material, GPI, is produced directly from liquid metal, producing little to no fume emissions or dust. The GRANSHOT plant decouples ironmaking and steelmaking operations when required as to enable optimum operating conditions for the blast furnace. It can be designed to process the entire output of the blast furnace.
Keywords
Pig iron, granulation, blast furnace, GRANSHOT, beaching, sand bed casting, sand bed pooling, GPI, environment
CHALLENGES IN STEEL MAKING
In integrated steelmaking, plant managers and operators are asked to match their production to downstream or client demand with respect to output as well as metallurgical parameters [1]. In addition, the plant performance that they’re held accountable for is assessed in terms of raw material consumption, achieved campaign lives of equipment and health, safety and environmental performance.
Lack of synchronization between BF and BOF operations is the inevitable part of day–to–day operations which results in excess pig iron being buffered in torpedo or hot metal transfer ladles. Availability is, however, limited and prolonged buffering may be undesirable. Fluctuating demand from the BOF shop may also be met by adjusting the output of the blast furnace. However, this comes at considerable penalties, since a destabilized BF process may escalate at severe consequences and process stability is essential for achieving maximum campaign life. Being able to optimize the blast furnace process for stability is highly beneficial for campaign life as well as raw material consumption. The GRANSHOT metal granulation process allows this process stability to be preserved by providing an outlet for excess hot metal.
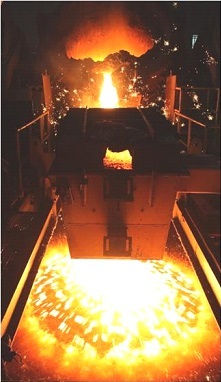
Fig 1 Granulation of excess pig iron at ESSAR
Steelmakers are under pressure to keep their operations within environmental boundaries posed by governments and pricing boundaries. They also find themselves testing their safe limits in raw material specifications and sources. Stabilizing and optimizing the blast furnace process using lower quality raw materials may be feasible, however stabilizing and optimizing the process while raw material qualities also vary is close to impossible. Where the fluctuation in raw materials and corrections to compensate for this translates into out of spec hot metal, then GRANSHOT granulation unit provides the possibility of processing an out of spec batch of hot metal, not directly suitable for use in the steel plant as the main converter feed, but suitable to be added in small proportions as granulate.
Sub–standard process stability will be felt all along the production process, while avoiding this will undermine economy of operations. Eliminating the anomaly of having to synchronize a continuous process and a batch–wise process and being able to optimize the blast furnace process as if it were isolated is of great value to any steelmaker.
METAL GRANULATION PROCESS
The GRANSHOT process is designed for granulation of hot metal, up to 300 tonnes/hour. The process was developed in the 1970s by UHT of Sweden, former Uddeholm Technology [2]. The granulation process consists of four steps as in Fig 2.
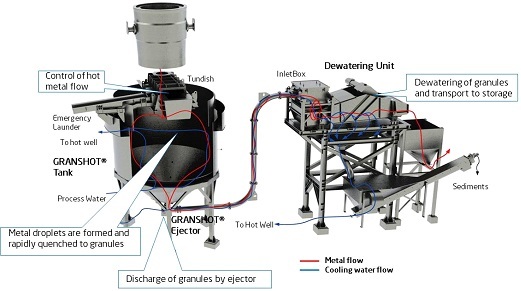 Fig 2 Continuous metal granulation process
Fig 2 Continuous metal granulation process
Control of hot metal flow is achieved by tapping into a tundish, where the nozzle limits the volume output. The hot metal exits the tundish and strikes a refractory spray–head as to form liquid metal droplets, Fig 3. These are evenly distributed over the granulation tank’s water surface, immediately quenched as they hit the cooling water surface.

Fig 3 Hot metal from the tundish strikes a spray–head as to form droplets that are immediately quenched in the water tank
The water cooling and handling system is carefully balanced in order to ensure that the large amount of heat added by the liquid metal will be removed.
At the bottom of the granulation tank, the granules are discharged out of the tank by the ejector, which is powered by water and compressed–air. After dewatering, the granules are stocked in an intermediate or final storage area or silo. The granules, Fig 4, have ideal properties for logistical handling, making them easy to transport by conveyor belts, front–loaders, magnets etc.

Fig 4 The granulated pig iron, GPI, typically 3-50 mm, is available after 30 seconds
GRANSHOT has been implemented at numerous plants around the world, over 40, and for several applications such as for granulation of FeNi, FeCr, Pig Iron, Base Metals, recycled metal etc.
The GRANSHOT process has some inherent characteristics that make it highly suitable to handle solidification of hot metals in Iron & Steel plants:
- Short stand–by time, typically 20–30 minutes
- Rapid processing time of 30 seconds from hot metal to a cooled granule
- Unaltered chemical analysis due to rapid quenching
- Close to 100% process yield
- Rugged process with high availability, low on staff and with a minimum of maintenance
GRANSHOT IN STEELMAKING
Synchronizing a blast furnace, BF, which strives for maximum stability, with a BOF steel plant, which is operated batch–wise and has to produce various steel grades and dimensions, is difficult and sometimes seemingly impossible? The most common way of tackling this in integrated steelmaking logistics means disrupting production. In reality this means that when one unit is experiencing operational problems the other will be idled. Thus the total metal flow through the plant is disrupted.
Disturbances in the production units downstream may in some cases require the Blast Furnace to reduce its production rate. Whether or not this can be avoided depends on the available buffering capacity of the fleets of torpedo and hot metal transfer ladles. Insufficient buffering capacities induce more frequent process disruptions for the blast furnace. These disruptions are highly detrimental.
The ability to accommodate these disruptions comes at a substantial penalty in terms of carbon source consumption [1]. Steering the process away from its optimum coke rate comes at higher cost and increased environmental footprint. In addition, process disruptions make it harder to maintain a fully stable process. A stable process, with minimized chemical, thermal and mechanical attack, is pivotal for achieving maximum campaign lives.
Implementing GRANSHOT at the BF eliminates the detrimental consequences for the blast furnace process of the lack of buffering capacity. Beaching and pig casting do the same, albeit at inferior performance with a poor quality pig iron product as a result.
When GRANSHOT is located in the steel shop, it allows for hot metal to be granulated after it has been desulphurized. Secondly, granulating caster returns is possible in case plant operators decide it is too expensive, too unattractive or simply impossible to repair an off–spec heat, since GRANSHOT can be used to granulate any metal, including liquid BOF steel. Additionally, existing overhead cranes for handling of ladles and tundishes can be used when GRANSHOT is installed at the BOF premises.
GRANULATED PIG IRON – GPI
The granulated pig iron, GPI, is a virgin iron product with excellent metallurgical and logistical properties for use in many steelmaking operations, or for sales to external customers. Some typical characteristics of the GPI are listed below and in Table 1.
Metallurgical:
- Clean and homogeneous
- Low oxide content
- High metallic yield, close to 100%
- The high surface to volume ratio makes for excellent preheating and fast melting/dissolution properties, cutting energy cost & time
Logistical:
- High bulk density
- Inert during shipping and storage
- The deformed spherical granule shape is excellent for raw material handling with conveyor belt, magnet, front–end loader, bin systems and scrap skip, fig 5.

Fig 5 GPI is easily handled by conveyors, silos and front-loaders
Table 1 Typical data for Granulated Pig Iron, GPI
| Properties | GPI |
| C | 4.2 % |
| Si | 0.5 % |
| FeO | 0 % |
| Slag oxides | 0 % |
| Fe | 95.3 % |
| Cu+Ni+Mo+Sn | 0.05 % |
| Energy Consumption | 268 Kwh/ton Fe |
| Bulk density | 3500-4500 kg/m³ |
| Angle of repose | >35° |
| Granule Size | 3-50 mm |
USE OF GRANULATED PIG IRON – GPI
Granulated Pig Iron, GPI can due to its properties be used in most metallurgical operations; BF, BOF, EAF, AOD, LF or other furnaces; such as cupola and inductive furnaces.
BF – At times when hot metal demand from downstream facilities exceeds the reduction capacity of the blast furnace, stockpiled GPI may be top–fed into the blast furnace to be re-melted for a rapid temporarily increased BF output.
BOF – With chemical and metallurgical boundaries for scrap replacement in place, the ability to feed GPI instead of scrap introduces a major instrument for achieving economy in BOF operations. The high density and shape of the GPI allows for efficient feeding, rapid melting and yield.
EAF – The uniform size, high density and the free flow characteristics also make the GPI suitable for continuous charging at an Electric Arc Furnace, EAF. This in turn allows for longer power on times, longer periods at maximum power and better metal temperature control.

Fig 6 GPI can be continuously added to the EAF
Blast furnace quality iron sources have a chemical composition that is advantageous when compared to DRI/HBI. Beside the considerably higher and fully reduced iron content, the higher carbon content introduces benefits for the EAF process as well.
Carbon in GPI is more efficiently used in the EAF compared to external carbon additions. While coal and graphite additions to the EAF give yields of 40% or less, due to particle blow–off and high ash content, the carbon in GPI has a yield of 100%. GPI also melts more rapidly, at lower over-temperatures, with no power-off since GPI can be continuously added thru the 5th hole. Tests show that in a 110 tonnes EAF, it will take 200 seconds less time to melt GPI compared to pig iron bars [5]. GPI also promotes early liquid pool formation and foaming slag. This cuts processing time and costs in EAF operations.
AOD & LF – Here the GPI is a highly valued and clean source of iron inputs.
Casting operators also favours clean and well defined iron units that are easy to handle in weighing and charging operations.
GOOD RESULTS AT STEEL PLANTS
4 major steel makers in Europe, Africa and India have adopted the GRANSHOT granulation process as to handle their excess pig iron production.
The common feedbacks from operations are:
- Excellent metallurgical and logistical properties of granulated pig iron material
- Industrial and high capacity process
- Reliable and highly available, close to 98%
- Rapid processing and low environmental impact
- Easy integration and cost effective operation
Flexibility at ESSAR Hazira, India
The granulation unit was commissioned during end of 2010, fig 7. There a 150 tonnes/hour GRANSHOT unit handles the hot metal from the new BF and COREX unit. The GPI is mainly used in the CONARC’s as to deoxidize the hot heel steel.
ESSAR concludes that; “GRANSHOT allows the blast furnace to produce pig iron with less restrictions from the steel making plant”.

Fig 7 GRANSHOT at ESSAR Steel Hazira
240 tph GRANSHOT capacity at SSAB
SSAB in Oxelösund, Sweden commissioned a 240 tonnes/hour capacity GRANSHOT unit in 2007, fig 8. The unit is designed for a continuous granulation of all blast furnace output during periods of steel plant maintenance. This allows that blast furnace production can be optimized, also that hot metal quality, i.e. temperature and analysis, are without major variations. The more stable blast furnace operations reduce stress on refractory.

Fig 8 240 tph granulation of pig iron at SSAB
Granulation of pig iron meets the demand of flexibility and rapid start up in order to function as a back–up facility. The produced GPI proves as an excellent ferrous feedstock for internal use in the BOF and for shipping overseas to EAF operators, both within the SSAB group and for external sales. The small footprint allowed it to be placed in the steel plant casting bay to enable granulation of both pig iron and steel during maintenance or caster problems. Earlier sand pit pooling with high costs and related environmental problems has now ended [3].
Efficiency at ArcelorMittal Saldanha
The 120 tonnes/h capacity unit, installed in 2002 at ArcelorMittal Saldanha, South Africa, is located in a stand–alone building and handles excess iron produced in the COREX iron making unit. The granulated iron is used as raw material in the downstream CONARC electric steelmaking furnace, partly substituting merchant scrap and internally produced DRI. GPI is also applied as a reduction agent to minimize the use of aluminium.

Fig 9 Conveyor belt transports the GPI to separate stock at ArcelorMittal Saldanha
The operational cost of the granulator is considerably lower compared to sand bed pooling and the prime metal product shows excellent performance as a raw material feed into the steelmaking operations. Benefits have been seen on the COREX operation due to an increase in stability. Also the CONARC steelmaking operation has been enhanced by the use of a metallic feedstock with high levels of Si and C and without any content of gangue or unreduced oxides. The granulation unit also served to replace pooling as to minimize impact on the delicate habitat which surrounds the Saldanha plant location [4}.
Over 10 years at voestalpine Donawitz
GRANSHOT granulation was installed in 2000. The compact footprint of the 120 tonnes/h metal granulation unit allowed placing it inside the existing steel plant premises. The main task is iron granulation but the location also allows for granulation of steel. The granules are used as an additive in the converters.
Since 1970, UHT has delivered and implemented GRANSHOT metal granulation units throughout the world, today well over 40. The process is today the leading process as to solidify FeNi alloy products.
HEALTH, SAFETY & ENVIRONMENT
GRANSHOT is a superior alternative to beaching or pig casting operations and has far superior HS&E aspects as illustrated in table 2 and fig 10

Fig 10 Poor process performance of Beaching and Pig Caster operations
Table 2 HS&E for iron solidification processes
| Process | Beaching | Pig caster | GRANSHOT |
| Time consuming, more than two days for cooling, crushing, screening | Large caster in separate building and fairly rapid processing + cooling time | 30 seconds processing time, automatic handling of GPI possible | |
| Staff | Few staff, but unhealthy and dangerous working environment (fumes, explosions) | Numerous hands–on operating personnel required, hazardous working environment | 2 operating personnel required, safe working environment |
| Environ-ment | Substantial dust and fume emissions | Dust and fume, steam. Exposure of graphite. | Low environmental impact |
| Land use | Vast areas with heavy pollution | Big casting houses | Small footprint, usually inside existing premises |
COMMERCIAL ADVANTAGE
De–coupling the iron reduction process from downstream operations by the use of GRANSHOT metal granulation allows for process optimization with monetary benefits. Eliminating the requirement for accommodation of swings or even interruptions in demand will reduce coke requirement.
When the blast furnace process is optimized for maximum production and excess iron production is diverted to GRANSHOT for later internal use of for sale to external parties, the added value for hot metal production is an added quantifiable benefit, fig 11.
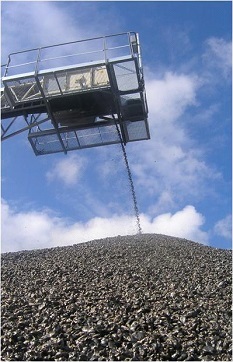
Fig 11 Conveyor belt transports the GPI to separate stock at ArcelorMittal Saldanha
There is on the market need for virgin iron units that are clean, easy to handle both automatically and manually and that melts rapidly.
Given the elimination of buffering requirement in integrated steelmaking, a reduction of the torpedo ladle fleet and related maintenance should be considered.
CONCLUSIONS
- Granulated Pig Iron, GPI has optimum metallurgical and logistical properties for processing in BF, BOF, EAF, LF and AOD
- GPI melts more rapidly at lower temperature when compared to traditional pig iron bars
- Implementation of GRANSHOT eliminates anomalies in plant logistics, allowing for full optimization of the BF process, regardless of BOF plant performance
- Locating the GRANSHOT unit at the BOF premises allows for processing of hot metal after desulphurization as well as processing of caster returns, also granulating excess steel.
- The GRANSHOT process is superior to existing alternatives for solidifying excess hot metal
- Minimized maintenance and staff requirement also a high yield of close to 100% make metal granulation financially attractive
- GRANSHOT complies with Health, Security & Environmental regulations
- Industrial high capacity, of up to 300 tonnes/h
- Well over 40 references worldwide within ferroalloy, iron and base metals
REFERENCES
- Beskow, K.; Dupon, E.; Engel, E.; Vesterberg, P.; GRANSHOT Iron Granulation for Optimized Plant Logistics, METEC 2011, Dusseldorf, Proceedings.
- Görnerup, M.; Iron Granulation in Integrated Steelmaking; Nordic Steel and Mining Review, 2000, PP. 97–99
- Beskow, K.; Thorén, M.; Lundström, P.Å.; World’s First High Capacity Granshot Iron Granulation in Operation at SSAB Oxelösund; AISTech 2009 Proceedings, Volume 1, PP. 211–218
- Lundström, P.Å.; Van der Westhuizen, C.; Hattingh, R.; Görnerup, M.; Pig Iron Granulation at Iscor Saldanha Steel; AISTech 2004 Proceedings, Volume 1, PP. 517–524
- Beskow, K.; Vesterberg, P.; Rick, C-J.; Value Creation by Granulation of Excess Pig Iron, ABM 2012, Rio, Proceedings.

Leave a Comment