Important Aspects of Continuous Casting of Billets
Important Aspects of Continuous Casting of Billets
Continuous casting of steel billets is an operation which is sensitive to a number of factors. It is to be performed with adequate controls and with steadiness and in such a way so as to produce safe casting product with sound steel mechanical properties, and to ensure a continuous process with limited delays. The process requires good control of operating parameters in order to produce sound and continuous billets.
Important aspects of the continuous casting of billets are (i) quality of the billets, (ii) productivity of the machine, and (iii) cost of production. There is necessity to optimize the performance parameters to achieve high productivity and required billet quality with decreasing operating costs. The machine availability and the process reliability are the important factors during the continuous casting of the billets.
The continuous casting of billet is a highly flexible process in which the operator is to react to changing requirements extremely quickly. The steel qualities needed from a billet continuous casting machine range from simple construction steel (rebar) to state-of-the-art ‘special bar quality’ (SBQ) for the automotive industry and other engineering applications, as well as high grade wire products such as soft-steel wires, pre-stressed concrete reinforcing wire, and tire cord.
During the continuous casting, the quality of cast steel billets, thermal stress, surface defects and cracks formation are highly dependent on the temperature distribution along the entire continuously cast billet. The main attention is usually paid to the surface temperatures and particularly to the corner temperature distributions. However, from the technological point of view the temperature distribution in the core of cast billet, which is highly related to the metallurgical length and to the unbending process, is very important as well. Therefore, monitoring of temperature field of cast billets, its prediction as well as controlling and optimization tasks of secondary cooling strategy are priority issues for the operators of the continuous casting machine for billets.
Steel solidification is a process in which the transformation takes place from liquid state to solid state. This process is accompanied by a decrease in the liquid volume and an increase in the solid phase volume. During the steel solidification, a crystalline structure is formed, and the growth of formed crystals occurs. The crystals precipitating from the liquid steel are called primary crystals, and the formed structure is known as the primary structure. The formed primary structure influences the further behaviour of steel during plastic working and, to some degree, the finished product properties.
Crystallization starts at a temperature in which the solid state has lower free energy than the liquid. At a certain temperature the free energy of the liquid substance is equal to the free energy of the solid, and at the same time the substance exists both in a liquid state and in a solid state. This temperature is called the equilibrium state temperature, or the theoretical crystallization temperature and such a state is called the state of equilibrium. Above the equilibrium state temperature, a substance in its liquid state has lower free energy, and below this temperature the same substance has lower free energy in its solid state. Thus crystallization may only start when the free energy of the cooled liquid is lower than the free energy in the state of equilibrium.
It is necessary to cool down the liquid below the theoretical crystallization temperature, which is called liquid super cooling, and the magnitude of super cooling is called the degree of super cooling. However, the temperature at which the crystallization process commences is called actual crystallization temperature. Liquid steel is a multicomponent solution, and the above considerations only concern pure substances, and therefore the constitutional super cooling effect is also needed to be considered.
The first stage of crystallization is the formation of crystallization nuclei, and the formation of the new nucleus-liquid interface, after which the formed nuclei may grow and increase their sizes. At a lower degree of super cooling, the difference between the free energy of liquid and the free energy of the forming nuclei is minimal, and therefore a small number of nuclei are formed. A coarse-grained structure then develops because the nucleation rate is lower than the nucleus growth rate. As the degree of super cooling grows, the difference between the free energy of liquid and the free energy of the forming solid nuclei increases, which causes an increase in the nucleation rate and the nucleus growth rate. In this case, the nucleation rate increase is higher than the increase in the nucleus growth rate. A large number of nuclei are formed with a small growth tendency, and the structure of the solidified steel is fine grained.
The knowledge of solidification process is important for the operation of the steel continuous casting process, because (i) it allows the thickness of the solidified strand layer in the most hazardous places to be determined, for instance at the mould outlet, (ii) it enables the length of cast strand path to be determined, and (iii) it enables the cast strand solidification rate, which influences its chemical inhomogeneity, to be determined. The thickness of the solidified strand layer is often determined by a simplified method with the formula d = k.(t)???, where d is the thickness of the solidified layer in millimeters, t is the time in minutes, and k is the solidification coefficient, also known as the solidification rate constant in millimeters/minute The solidification rate constant substantially depends on three factors namely (i) the dimensions of the cast strand cross-section, (ii) the temperature of steel superheating over the liquidus temperature, and (iii) the chemical composition of the steel cast and the cooling intensity.
Factors affecting casting speed and machine productivity
Productivity increases with increasing casting speed and increasing cross-section area. The casting speed is limited by several different phenomena as given below.
- Excessive level fluctuations and waves at the meniscus become worse with greater casting speed. This can cause surface quality problems and even sticker breakouts. This problem can be addressed by changing nozzle design (directing the flow more downward or possibly by adding a bottom vertical port), applying electromagnetic forces, changing mould flux, and using other methods to control the flow pattern in the mould.
- Excessive axial strains may be caused by the oscillation and withdrawal forces needed to overcome friction at the interface between the solidifying shell and the mould. The associated transverse cracks and breakouts may limit casting speed, especially if there is misalignment, excessive taper, or a discontinuous liquid flux layer. Stresses are small if the liquid layer of the mould flux can be kept continuous over the entire mould surface and alignment is good.
- Excessive membrane strains may be generated in the thin shell by the ferrostatic pressure of the liquid pool below the mould. This can lead to cracks and breakouts if the shell is not thick enough at mould exit. The critical shell thickness is to be of the order of 3 mm for a large number of grades. This is easily achieved by any feasible casting speed, which shows that other criteria are more important.
- Any local non uniformity in the shell growth can lead to locally hot and thin regions in the shell, which can initiate longitudinal cracks and breakouts even if the shell is above the critical thickness on average. This problem can be addressed by optimizing mould flux behaviour during initial solidification, oscillation practice, and taper design, such that flux lubrication is continuous, the initial heat flux is low and uniform, and the mould wall taper matches the shell shrinkage profile. Peritectic steel grades and austenitic stainless steel are most susceptible to this problem. Superheat delivered from the flowing steel jets can also contribute to this problem, especially near the faces where the jet impinges when casting with submerged bifurcated nozzles.
- Excessive bulging of the strand below the mould can lead to a variety of internal cracks and even breakouts if the bulging is extreme. Bulging can be controlled by choosing enough support rolls, maintaining roll alignment, controlling spray cooling below the mould, and by avoiding sudden changes in roll pitch, sprays, or casting speed.
- The distance below the meniscus of the point of final solidification of the centre of the strand increases in direct proportion with casting speed for a given section thickness and limits the maximum casting speed. The torch cut-off and roll support system must extend to accommodate this increase in metallurgical length. Contrary to intuition, this metallurgical length cannot be significantly shortened by increasing the spray cooling intensity.
- Reheating of the strand below the end of the spray cooling zones generates internal tensile stress and hot-tear cracks, which grow in severity with casting speed. This understanding is incorporated in the pioneering work of Brimacombe and coworkers to provide design criteria for spray zones. The spray cooling zone must be extended to avoid these cracks.
- There are many other special quality concerns, which sometimes impose limits on casting speed. As an example, in ultra-low carbon steels, a relatively slow upper limit in casting speed is required in order to reduce pencil pipe and other blister defects due to argon bubble entrapment on the inner radius of curved mould casters. Casting speed can only be increased in such situations by careful changes in operating conditions that avoid the specific defects of concern.
Clearly, to increase the casting speed of a continuous casting process requires careful consideration of many different phenomena. The above list shows that eight separate criteria must be satisfied, any of which could limit the casting speed for a given operation.
Mechanical properties of steel at elevated temperatures
For smooth operation of the billet continuous casting machine, it is necessary for the machine operator to have knowledge of the mechanical properties of steel at the elevated temperatures which are described below.
- Hot ductility of steel – Steel has reduced ductility over specific temperature ranges, which has important implication for crack formation. Fig 1 schematically shows the temperature zones of reduced hot ductility of steel and their corresponding embrittling mechanisms. It is apparent that there are three zones of reduced ductility. Of these, the high temperature zone and low temperature zone contribute significantly to crack formation in continuous casting. The intermediate temperature zone is rarely responsible for cracking in continuous casting.
- High temperature zone of low ductility is operative at temperatures within 30 deg C to 70 deg C of the solidus temperature, where the associated strain to fracture of steel is less than 1 %. The ductility loss is associated with the micro-segregation of sulphur (S) and phosphorus (P) at the solidifying dendrite interfaces. This solute enrichment locally lowers the solidus temperature, giving rise to a ‘zero’ ductility temperature below the bulk solidus temperature corresponding to the mean composition. Tensile strain applied to the steel in this temperature zone causes the dendrites to separate and the resulting fracture surface shows a smooth rounded appearance which is characteristic of liquid film failure. The presence of manganese (Mn) is beneficial, especially when Mn/S ratios are more than 20, since it preferentially combines with S to form less harmful MnS precipitates, thus minimizing liquid film formation. Increasing contents of S, P, Sn (tin), and Cu (copper) all deteriorate the ductility which has been shown to be relatively insensitive to strain rate and subsequent thermal treatment. The cracks usually observed in the continuous cast billets are formed in this zone of low ductility. Thus the depth of the cracks from the surface becomes very important, since it indicates the shell thickness at the time of crack formation.
- The low temperature zone of low ductility in continuous cast billets occurs in the two phase austenite-ferrite region below the Ar3 temperature. It correspond to zone ‘E’ in Fig 1. The mechanism of embrittlement is normally attributed to the strain concentration in the primary ferrite film that forms along the austenite grain boundaries. Ferrite is more ductile and has less strength than austenite, so it weakens the structure. The presence of precipitates such as AlN, Nb(CN) and BN further aggravates the problem by enhancing strain concentration and embrittling the grain boundary ferrite, each precipitate nucleating a micro-void. In addition, the primary ferrite encourages preferential precipitation at the grain boundaries since nitrides have a much lower solubility in ferrite than in austenite. Ductility is at a minimum when the pockets are nucleating primary ferrite first link into continuous film at austenite grain boundaries. The thickness of this proeutectoid ferrite film is the controlling factor for ductility according to this mechanism. With lower temperatures or longer holding times, the increased thickness of the ferrite film is responsible for the observed improvement in the ductility. The temperature range over which the ductility loss occurs is in the range of around 500 deg C to 900 deg C.
- During the process through the casting machine, the solidifying strand is subjected to varying thermal conditions and mechanical loading, both of which contribute to the generation of stresses and strains. For the cracking to occur at a certain place, the two conditions that are to be met are (i) the stress/strain state is tensile in nature, and (ii) the fracture strength or the strain to failure of the steel is exceeded.
- A fundamental principle governing the thermal stress generation is that it requires the free expansion or contraction to be constrained or the gradients in the material to be non-linear. In the continuous casting of steel, the conditions in the strand approach that of generalized plane strain, which allow for some longitudinal expansion (in the casting direction), minimizing the generation of longitudinal stresses and strains. Also, the longitudinal thermal gradients are quite shallow as compared to those in the transverse plane. Hence, the transverse cracking, which requires a longitudinal stress or strain component, can rarely be linked to adverse thermal conditions and is almost always mechanical in origin. In the transverse plane, however, there is a greater restraint to the free expansion, which, coupled with the steep and frequently nonlinear temperature gradients, gives rise to high transverse thermal stresses. Moreover, sudden changes in the heat extraction rates cause the thermal gradients to shift, mostly at the surface. Preferential expansion or contraction of these regions also generates stresses in the transverse plane. Owing to the high temperatures in the solidifying strand, rapid relaxation of these stresses can occur due to creep. However, the resulting strain, if excessive relative to the strain to fracture and if tensile in nature, can lead to longitudinal cracks. Off squareness due to uneven cooling in the mould or cooling sprays gives rise to tensile stresses at the obtuse angle corners, or off corner regions of billets, which can result in the longitudinal corner cracks or off corner cracks. Reheating of the surface of billets below the mould or cooling sprays can also cause an expansion of the surface layers, which imposes tensile stresses at the solidification front where the steel has the lower ductility. If there is binding at the corners of the billet within the mould, then excessive cooling at some location of a face can cause localized tension and longitudinal depressions and cracking. Overcooling in the meniscus region or in the top cooling spray zones generates surface tensile strains, leading to longitudinal facial cracks.
- There are many sources of mechanical stresses in the solidifying strand. Sticking in the mould, improper lubrication, oscillation conditions, or excessive taper cause the withdrawal forces to act on the strand. This generates axial tensile stresses and strains which concentrate at locally thin regions of the shell, such as at oscillation marks, to cause transverse depressions or transverse cracks. The stresses at the solidification front, where the steel has the lowest ductility, is compressive at the position of the maximum bulging and tensile beneath the roll at the solidification front, as squeezing of the bulge occurs. If the taper is insufficient then the bulging of the shell in the lower region of the mould causes a hinging action at off corner sites and tensile strain at the solidification front.
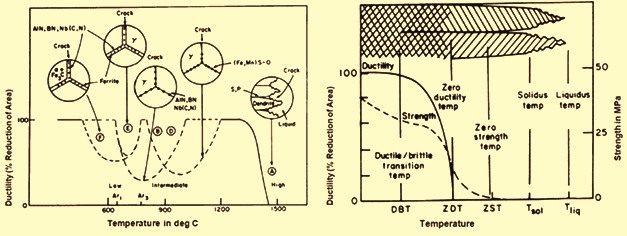
Fig 1 Temperature zones of reduced hot ductility of steel and mechanical properties
Solidification of the strand
Heat flow processes inside the solidifying steel strand, such as the extraction of superheat and the growth of the solidifying shell, influence the quality of the cast billet. Knowledge of the temperature distribution in the solid shell is valuable, from a quality standpoint, because it reveals if there are rapidly changing thermal gradients which can generate stresses and cracks. Reheating of the surface of the billet below the secondary cooling is an example.
Normally superheat is extracted largely in the mould. This is important since there is a strong link between superheat and the equiaxed zone in the cast billet, owing to the behaviour of freely moving crystallites. Thus, heat extraction in the mould, as influenced by several variables, can affect the internal structure and, as a result, the presence of internal cracks and the severity of centerline segregation and porosity.
The shell profile has a particularly important use in achieving a quality cast billet, free of surface or internal cracks. Usually all the cracks form in the zone of low ductility close to the solidification front (within 50 deg C to 100 deg C of the solidus temperature). Hence, the distance of a crack from the surface is the direct measure of the shell thickness at the time the crack was generated.
An example of axial profile of shell thickness and mid-face temperature showing the approximate position of halfway cracks formation and reheating below the sprays for the casting a billet is shown in Fig 2. The approximate axial location of the crack formation is shown and seen to be closed to the exit of the secondary cooling zone, below which the mid-face temperature sharply rebounds. The rapid reheat causes tensile stresses to be generated in the zone of low ductility close to the solidification front. Thus to prevent these cracks, the sprays must be such to minimize the surface reheating. Effectively, this gives rise to a longer secondary cooling zone with an axially tapered water flux to reduce the discontinuity of heat extraction between the bottom of the spray zone and the entrance to the radiation cooling. Application of the shell profile can also be very useful in distinguishing between cracks generated in the mould or below it.
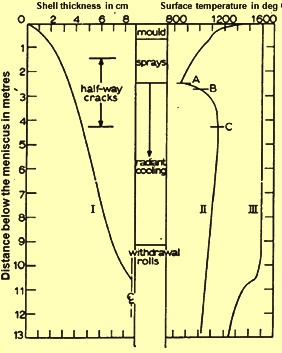
Fig2 Axial profile of shell thickness and mid-face temperature
Prediction of the pool bottom is important for two reasons. The first reason is that the liquid pool is not to be allowed to extend beyond the cutoff stand. Normally the pool depth and the casting speed are related linearly. Hence, pool depth can be controlled by the casting speed. The reason for the linear relationship is that the time to solidify a given section is roughly constant and independent of the casting speed. The second reason is that the knowledge of the pool depth can aid in the prevention of the unbending cracks, which may form during straightening of the cast billet into the horizontal position. If the strand is not solidified at the straightener, the tensile stresses acting on the region of low ductility close to the solidification front can cause cracks to form (depending on the design of the unbending unit). Hence, the casting speed may have to be limited to ensure that the section is fully solidified and that the zone of low ductility is eliminated, before the straightener.
Two aspects of solidification in the continuous casting which need proper understanding are (i) the structure (columnar versus equiaxed) and (ii) the growth of the solid shell encasing the liquid pool. The cast structure is critically important to quality since it influences both the formation of the internal crack and the macro-segregation. The uniformity of growth of the solidifying skin can similarly aggravate the formation of longitudinal surface cracks as well as the frequency of transverse depression and breakouts during the billet casting.
Cast structure
A number of factors have a significant influence on the size of the central equiaxed zone relative to that of the surrounding columnar zone in a continuous cast section. These factors are (i) super heat of the steel, (ii) steel composition, (iii) fluid flow in the liquid pool, (iv) section size, and (v) machine design (curved or straight machine). Of these, the superheat which is normally measured in the tundish has a dominant effect. The columnar zone is favoured at the expense of the equiaxed zone with increasing steel temperature (liquidus plus superheat). The maximum effect is normally seen when the superheat is less than 30 deg C. Hence, low superheat is desirable (to the extent possible without freezing off nozzles) to maximize an equiaxed structure which is more crack resistant and promotes reduced macro-segregation.
The C content of steel has an effect on the columnar zone length of continuous cast billets. The equiaxed structure is preferred in medium carbon range (0.17 % to 0.38 % C). Increasing P content, from 0.008 % to 0.02 % in the billets with 0.13 % to 0.30 % C, also causes the columnar zone to contract.
Similar effects are visible in the electromagnetic stirred billets. Induced fluid flow by electromagnetic stirrers can markedly enhance the growth of the equiaxed zone, especially if conducted in the mould at moderate superheats. Stirring below the mould can also interrupt the growth of columnar dendrites, though caution is to be exercised in order to minimize the formation of white solidification bands (as observed in the sulphur prints of as cast section). A large section size is also favourable to the growth of an equiaxed zone.
The design of the continuous casting machine, whether it is straight or curved, also has influence on the cast structure. The length of the columnar zone adjacent to the inside radius (top) face usually extend to the centerline of the billet, whereas the columnar zone adjacent to the outside radius (bottom) face is considerably shorter. This observation is characteristic of steel sections cast on a curved mould machine relative to the axi-symmetrical structure obtained with straight machines. It is assumed that the crystal of steel generated at the meniscus fall down to the liquid pool and settle preferentially against the solidification front advancing from the outside radius face. In this way, the growth of the columnar dendrites stops, while opposite, adjacent to the inside radius face, the columnar dendrites grow unhindered. The influence of the factors influencing the cast structure can be explained in terms of the generation and survival of these unattached crystals. As an example, superheat has such a strong effect because the crystals remelt in excessively hot liquid so that columnar growth can proceed unhindered. Similarly, medium C show a higher amount of equiaxed structure since the crystals which do enter a region of hot liquid must remelt by the solid state transformation of gamma to delta phase. This involves C diffusion, a small but important kinetic limitation.
Shell growth
In the mould region, the rate of shell growth is governed by the external heat removal. Hence all the variables which influence the mould heat flux distribution also directly impact the shell growth. Lower in the casting machine, where the shell has thickened considerably, conduction through the solid shell steel itself becomes rate determining.
An important aspect of shell growth, particularly in the mould is that it may be non-uniform. The shell may be locally thin adjacent to the deep oscillation marks where the steel/mould gap is large. The C content of the steel also influences the uniformity of shell growth. It has been seen while examining the break-out shells that the shell growth is most non-uniform in the 0.1 % C break-out shell due to remarkably wrinkling of the surface. The wrinkles and the associated gaps reduce the mould heat removal. The origin of this behaviour is supposed to be shrinkage associated with the delta to gamma transformation, which at 0.1 % C proceeds in the solid state at the highest temperature.
Macro-segregation
In continuous cast billets, the severity of centerline macro-segregation and porosity is linked to the cast structure. In general, with the larger columnar zone, there are more of the quality problems. Hence the factors like (i) low superheat, (ii) steel composition, (iii) medium C steel, (iv) electro-magnetic stirring, particularly in the mould, and (v) large section size help in the formation of equiaxed structure which is beneficial for the quality.
The difficulty in controlling the macro-segregation in billets then arises, in part, from the generation/survival of unattached crystals, but also from the packing of the crystals in the lower part of the liquid pool where the solid fraction is increasing. Under adverse conditions, periodic bridging of the crystals near the bottom of the pool causes isolation of pockets of liquid, which freeze to form shrinkage cavities and region of macro-segregation (C, Mn, S, P,). For the casting of the high C steels, which are susceptible to this problem, another approach has recently been taken to reduce macro-segregation. The billets are cast with high superheat to eliminate the crystals (and equiaxed structure) while high intensity cooling sprays are applied to maximize the rate of solidification, thereby, reducing the tendency for segregation.
Macro-segregation at the centre line of continuously cast billets originates primarily from bulging very close to the completion of the solidification. The bulging draws enriched residual liquid downward, where it freezes at the centre line. Cracking may also occur at the same time if the bulging is severe. The extent of equiaxed structure is an important factor in the segregation, as it is also for ‘semi macro-segregation’, which appears as spots in the billet interior. The morphology and packing of the crystals, as well as electro-magnetic stirring, influence the extent of the macro-segregation.

Leave a Comment