Hydrogen in Steels
Hydrogen in Steels
Hydrogen (H) (atomic number 1 and atomic weight 1.008) is a colourless gas. It has a density of 0.0899 gm/litre. Melting point of H is – 259.2 deg C and boiling point is -252.8 deg C. The phase diagram of the Fe-H is given at Fig 1.
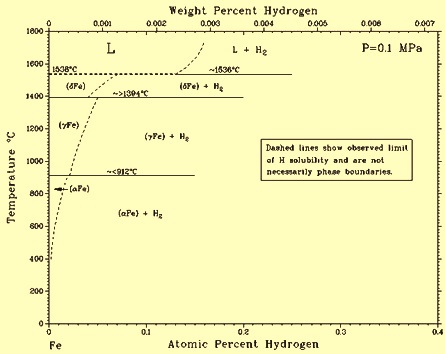
Fig 1 Fe-H phase diagram
H in steels is considered as an undesirable impurity which is quite harmful in certain applications. It is always a source of various problems within steel production because of its generally detrimental effects on processing characteristics and service performance of steel products. Just a few parts per million of H dissolved in steel is sufficient to do the harm. Hence where necessary, it should be avoided or removed as required.
Source of hydrogen
There are multiple sources identified for H to enter into steel by any of several routes. In the primary steel making furnace, source of H is water which enter the furnace through wet scrap, flux materials, ferro alloys and refractory materials which are not fully dried. Water dissociates on contact with liquid steel and produces H which is absorbed by the steel bath. This H generally get removed by the purging action of the carbon (C) boil, but some can remain in the steel.
Contact between the liquid steel and moisture in refractory materials of the steel teeming ladles and/or humid air can cause pick up of H by the liquid steel.
The hydrophilic calcium oxide (CaO) in the slag and decomposition of refractory binders which are required for sufficient thermal shock resistance, also account for H entering into the steel.
Dissociation of water vapour (equation given below) contained in furnace gases generated during the steel making practices employing the combustion of hydrocarbon fuels produces H which can be picked up by the steel.
H2O (g) = 2[H](g) + [O](g)
However, the level of H in the steel at any instant of steel making is decided by the balance between the competing reactions of entry of H into the liquid steel from the gases and its removal through the carbon boil and degassing.
At low levels of C, the rate of absorption of H is more than the rate of its removal. Dissolved H content in the liquid steel drops to its lowest level at the end of the C boil but it can increase again with the additions of the ferro alloys and synthetic slag.
H content of liquid steels is lower in case of steel making in the high frequency induction furnace when compared with the practice of steel making in the electric arc furnace(EAF). Also the hydrogen content of steel produced under an oxidizing acid slag is lower than that produced under a reducing slag.
Steel in solid state can also absorb H through the action of electrochemical reactions taking place on the surface of the steel. The most common examples for of this phenomena are pickling, electroplating, cathodic protection, and corrosion. H liberated during electrochemical reactions, is partly absorbed by the surface of steel before it recombines to harmless hydrogen bubbles. Presence of sulfides, arsenides, phosphides, and selenides in the electrolyte assists the absorption of H in the steels because of inhibiting nature of these compounds for the recombination reaction of H.
H can also enter steel when steel is exposed to the gas at high temperatures and pressures. This is a quite common phenomena for H absorption by the chemical and petrochemical processing equipment. Water vapour and hydrocarbons are also harmful in this regard.
Normally case H dissolves in steel interstitially in a monatomic state, but it is not known whether it does so as atoms or protons.
Hydrogen solubility in steel
The unit used to express H content in steel is parts per million (ppm) and milli litres or cubic centimeters of H per 100 gm of steel corrected to standard temperature and pressure. The relationship between the two units is 1 ppm = 1.11 ml/100 gm.
The solubility of H in steels is strongly dependent on crystal structure, temperature and composition. H is much more soluble in austenite (? iron) than in ferrite (? and ? irons).
The di-atomic H gas reacts with the steel and is dissolved into it in atomic form as per the Sievert’s law . The data for the solubility of H are summarized by the following equations and are shown graphically in Fig 2.
H2 (g) =2 [H] (dissolved in steel)
The following equation represents equilibrium constant in the above reaction.
K = [ppm H]/ (pH2)½
The temperature dependence of K in iron in equilibrium with pH2 = 1 atm is as follows for alpha, delta (bcc) iron, gamma (fcc) iron, and liquid iron (liquid) are given by the following equations.
log K (alpha,delta)= -1418/T+ 1.628
log K (gamma) = -1182/T+ 1.628
log K(liquid) = -1900/T+ 2.423
where the temperature T is in degrees Kelvin.
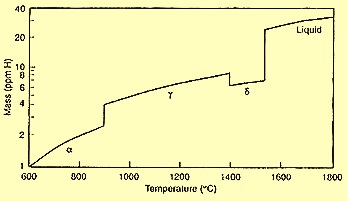
Fig 2 Solubility of H in pure iron or low alloy steel at 1 atm pressure of H
The solubility of H in steel increases with temperature, ranging from less than 1 ppm at room temperature to about 8 ppm at 704 deg C.
C normally improves the solubility of H, but the situation is rather complex at high temperatures due to the formation of methane (CH4). Manganese (Mn) also has a complex effect which may be based on crystal structure. Silicon (Si) and aluminum (Al) lower H solubility. Chromium (Cr) in contents up to 10 % increases H solubility, but higher concentration of Cr decreases it. The effect is explained in terms of crystal structure, since about 10 % Cr closes the g-loop and higher concentrations cause the steel to be fully ferritic up to the melting point. Nickel(Ni) increases the solubility of H and in this case the solubility of H is proportional to the content of Ni. Molybdenum (Mo) has no effect on H solubility. Tungsten (W) decreases H solubility. Vanadium (V), titanium (Ti), niobium (Nb), zirconium (Zr) and tantalum (Ta) all increase the solubility of H particularly at low and moderate temperatures.
Cold working of steels has no effect on the solubility of H in pure iron, but the presence of carbides results into a marked increase in the solubility. This is because of H migrating to and collecting in the internal voids formed next to carbide and inclusion particles. Thus, when a cold worked steel is annealed, some, but not all, of the H is removed by diffusion.
Permeability of hydrogen
Although the diffusivity of H is an important physical property, it is more common to consider the permeability which is defined as the product of diffusivity and solubility. In contrast to solubility, the permeability of H is lower in austenite than in ferrite. This property of H facilitates its removal from the steel by heating of the steel.
Further different alloying elements display different effects on H permeability. C decreases permeability, but H decarburizes Fe3C at high temperatures. Mn has only a small effect on permeability. Mo has no effect at all on the H permeability. Si decreases permeability. Cr decreases H permeability in ferrite but has no great effect in austenite. Permeability of H in steels increases with Ni content up to about 6 % Ni and then it decreases thereafter.
Effects of hydrogen on steels
H is generally harmful to steel, but it can be tolerated in many instances and by most of the steels. High strength steels and those used under severe service conditions are more sensitive to H.
H has influence on three forms of environmentally assisted cracking (EAC) namely(i) H embrittlement, (ii) stress corrosion cracking, and (iii) corrosion fatigue. Harmful influence of H at temperatures below 200 deg C is termed as low temperature hydrogen attack (LTHA). H degrades properties of steels mainly by delayed cracking at stress below the yield strength (YS) known as hydrogen stress cracking (HSC), and by the loss of ductility in a tensile test as reflected by a decreased reduction in area which is generally called hydrogen embrittlement (HE). When local H concentration is high enough (reaches critical concentration) it may cause hydrogen induced cracking (HIC) or may manifest as advancement of crack propagation (crack has been initiated by mechanical damage or corrosion). H effect is greater near room temperature and decreases with increasing strain rate. H degradation is more pronounced with increasing hydrogen content or a charging rate.
Normally, problems of H in steels are related to the formation of flakes, the occurrence of break-outs during in continuous casting and to H embrittlement. The detrimental effect of H is due to its solubility behaviour. The solubility of H in liquid steel is considerably higher than in solid steel. Due to it diatomic H is formed during cooling and solidification of the steel. The H gas creates pressure sites in the steel matrix, which may give rise to failure or surface defects.
H remaining after steel making migrates to internal defects where it recombines to form gaseous H2. The pressures exerted by this precipitated H can be substantial. As an example, if liquid steel contains H at a level of around 10 ppm, pressures exceeding the YS are generated before the steel is cooled to room temperature. This results into the formation of flakes. Ni bearing steels are particularly susceptible to flaking, but in general H contents below 2.5 ml/100 gm are considered safe.
H that enters the solid steel can also collect at internal voids. As pressures build up in these voids, the familiar hydrogen blistering occurs. Cr-Mo steels are resistant to this form of attack at elevated temperatures and are therefore widely used where potential H hazards are known to exist.
Dissolved interstitial H is also very harmful, causing an increase in YS and a corresponding decrease in ductility and impact properties. This is one form of H embrittlement. More important, though, is the effect known as delayed failure or static fatigue. This occurs in high strength steels that have been cathodically or otherwise charged with H and loaded in tension to stresses below their YSs. After a period that may extend from minutes to several weeks, depending on H content, temperature and stress level, the steel fails in a completely brittle manner.
Hydrogen is also known to cause cracking in welds, especially in high strength steels with tensile strengths exceeding 1690 MPa. The mechanism is related to the delayed failure and is prevented through the use of low H electrodes or a post weld heat treatment.
Control of hydrogen related problems
H content in liquid steel can be minimized by assuring that all charge materials, furnace and ladle additions and refractories are dried fully. Though it is difficult to avoid contact of liquid steel with furnace gases or atmospheric moisture, steel making practices employed to prevent reoxidation are helpful in preventing H from entering the steel.
There are many techniques which have been developed to remove H from liquid steel. These include argon (Ar) bubbling, the argon oxygen decarburization (AOD), and a number of processes using vacuum treatments. AOD and vacuum treatment processes are most effective and are therefore used more widely. The steel can be degassed to remove H in the ladle, in the AOD, or as a stream of fine droplets passing from the ladle to another held in a vacuum chamber. Also the liquid steel can be cast into consumable electrodes which are subsequently arc remelted under vacuum. In all cases, the aim is to reduce the dissolved H content to below the harmful threshold of about 2.5 ml/100 gm.
H can be removed from solid steel either by annealing or baking. The rate of H removal depends on the temperature and the square of the diameter of the part being treated. H removal is around 250 to 400 times faster at 205 deg C as compared to the removal at room temperature. However the annealing temperatures are not to be too high since the solubility of H increases with temperature. Small parts such as plated screws can be baked in the temperature range of 190 deg C to 205 deg C. Time of baking times for small to moderate sections may be around 22 – 24 hours.
Large forgings which are susceptible to flaking, need more extensive treatment. Forging ingots are to be slowly cooled to allow as much H as possible to diffuse out of the steel. Then, depending on residual H content and section size, the forging can be will be further degassed by soaking at 650 deg C.
H degradation is a serious problem in many industry since it causes dangerous failures leading to severe losses. These industry facing the problem of where H degradation include chemical (ammonia, cyanides), refinery (catalytic crackers, storage tanks), power plants (boilers, turbines), marine structures, long distance sour gas transportation pipeline, car and aircraft components etc. H embrittlement is a cause of several failures in high strength structural steels used in the offshore industry. The problem here is due to absorption of H from seawater, which is promoted when cathodic protection is applied for steel to control corrosion. Hydrogen induced cracking is still a common problem in fabrication of constructions in a form of welds cold cracking.
A number of failures due to H have been reported for car and ship engines parts. The possible reason for these failures is that the engine oil can absorb moisture and become acidic and this generates H at the tip of the crack tip facilitate crack growth.
H flaking is also damaging in heavy section forgings, and this has led to many catastrophic failures in items such as large crankshafts and turbine rotors.

Leave a Comment