Fasteners and Their Types
Fasteners and Their Types
Steel plants are associated with the fasteners in two ways. Firstly they supply steels of various qualities used in the manufacture of fasteners and secondly, they use various types of fasteners of different varieties, sizes and qualities in the equipments used in the steel plant.
A fastener is a hardware device that mechanically joins or affixes two or more objects together. It is defined as a hardware which can be easily installed and removed with hand tool or power tool. Common fasteners include screws, bolts, nuts and rivets. The terms bolts and screws do not refer to specific types of fasteners, but rather how they are used (i.e. the application). Thus the same fastener may be termed a bolt or a screw. Bolts are defined as headed fasteners having external threads that meet an exacting, uniform thread specification such that they can accept a non-tapered nut. Screws are defined as headed, externally-threaded fasteners that do not mate with a non-tapered nut and are instead threaded into the material they hold.
Principal purposes of the fasteners are (i) dis-assembly for inspection and repair, (ii) modular design, where a product consists of a number of sub-assemblies.
The fastener types are (i) removable which permits the parts to be readily disconnected without damaging the fastener, e.g. nut and bolt, (ii) semi-permanent type where the parts can be disconnected, but some damage usually occurs to the fastener, e.g. cotter pin, and (iii) permanent type where the parts are never be disassembled e.g. rivets and welding of fasteners
The most common types of male fasteners used in industry are hex head, slotted head, flat (or countersunk) head, round head, socket (or ‘allen’) head, button head and socket set screw. The most common types of female fasteners (i.e. nuts) used in industry are regular hexagonal nuts and nylon ring elastic stop nuts (also known as ‘lock nuts’).
Fasteners have only one intended function which is to clamp two parts together. Fasteners are not meant to position parts relative to one another. They are also not meant to function as pivots, axles and fulcrums.
More importantly, the threaded portion of a fastener is not to be loaded in shear for at least three reasons namely (i) the threaded portion of the fastener is of slightly smaller diameter than the unthreaded shank, allowing the fastener to quickly loosen if transverse loading is applied, (ii) the threaded portion of the bolt has much less surface area than the shank which means it offers significantly less bearing area to the joint and this reduces the load carrying capacity and fatigue resistance of the assembly, and (iii) when the relative motion between the hole and the loose fitting threaded portion of the bolt occurs, the thread acts as a low speed file, removing material from the inside of the hole, aggravating the problem.
There is no fastener material that is right for every environment. Selecting the right fastener material from the vast array of materials available appears to be a daunting task. Careful consideration may need to be given to strength, temperature, corrosion, vibration, fatigue and many other variables.
Mechanical properties
Most fastener applications are designed to support or transmit some form of externally applied load. If the strength of the fastener is the only concern, there is usually no need to look beyond carbon steel.
The most widely mechanical property associated with standard threaded fasteners is tensile strength. Tensile strength is the maximum tension-applied load which the fastener can support prior to or coinciding with its fracture
The proof load represents the usable strength range for certain standard fasteners. By definition, the proof load is an applied tensile load that the fastener must support without permanent deformation. In other words, the bolt returns to its original shape once the load is removed. The steel possesses a certain amount of elasticity as it is stretched. If the load is removed and the fastener is still within the elastic range, the fastener always returns to its original shape. If, however, the load applied causes the fastener to be brought past its yield point, it now enters the plastic range. Here, the steel is no longer able to return to its original shape if the load is removed. The yield strength is the point at which permanent elongation occurs. If the load is continued to be applied to reach a point of maximum stress (ultimate tensile strength) then after this point is reached the fastener necks and elongates.
Shear strength is defined as the maximum load that can be supported prior to fracture, when applied at a right angle to the axis of the fastener. A load occurring in one transverse plane is known as single shear. Double shear is a load applied in two planes where the fastener can be cut into three pieces. For most standard threaded fasteners, shear strength is not a specification even though the fastener may be commonly used in shear applications. While shear testing of blind rivets is a well-standardized procedure which calls for a single shear test fixture, the testing technique of threaded fasteners is not as well designed. Most procedures use a double shear fixture, but variations in the test fixture designs cause a wide scatter in measured shear strengths. There are two possibilities for the applied shear load. One has the shear plane corresponding with the threaded portion of the bolt. Since shear strength is directly related to the net sectional area, a smaller area results in lower bolt shear strength. To take full advantage of strength properties, the preferred design is always to position the full shank body in the shear planes.
A fastener subjected to repeated cyclic loads can suddenly and unexpectedly break, even if the loads are well below the strength of the material. The fastener fails in fatigue. The fatigue strength is the maximum stress a fastener can withstand for a specified number of repeated cycles prior to its failure.
Torsional strength is a load usually expressed in terms of torque, at which the fastener fails by being twisted off about its axis. Tapping screws and socket set screws are usually tested for torsional strength
Hardness is a measure of a material’s ability to resist abrasion and indentation. For carbon steels, Brinell and Rockwell hardness testing is generally used to estimate tensile strength properties of the fastener.
Ductility is a measure of the degree of plastic deformation that has been sustained at fracture. In other words, it is the ability of a material to deform before it fractures. A material that experiences very little or no plastic deformation upon fracture is considered brittle. A reasonable indication of a fastener’s ductility is the ratio of its specified minimum yield strength to the minimum tensile strength. The lower this ratio the more ductile the fastener is.
Toughness is defined as the ability of a material to absorb impact or shock loading. Impact strength toughness is rarely a specification requirement. Besides various industry fasteners need low temperature service. These fasteners require low temperature impact testing.
Materials for fasteners
Over 90 % of all fasteners are made of carbon steel. In general, considering the cost of raw materials, nonferrous material for the fasteners is generally considered only when a special application is needed.
Carbon steel has excellent workability, offers a broad range of attainable combinations of strength properties, and in comparison with other commonly used fastener materials, is less expensive. The mechanical properties are sensitive to the carbon content. For fasteners, the more common steels are generally classified into three groups. These are namely (i) mild steel, (ii) medium carbon and (iii) alloy steel.
Mild steels generally contain less than 0.25 % carbon and cannot be strengthened by heat-treatment. Strengthening may only be accomplished through cold working. The mild steel material is relatively soft and weak, but has outstanding ductility and toughness; in addition, it is machinable, weldable and is relatively inexpensive to produce.
Medium carbon steels have carbon concentrations in the range of 0.25 % to 0.60 %. These steels can be heat treated by austenizing, quenching and then tempering to improve the mechanical properties. The plain medium carbon steels have low hardenabilities and can be successfully heat-treated only in thin sections and with rapid quenching rates. This means that the end properties of the fastener are subject to size effect. On a strength-to-cost basis, the heat-treated medium carbon steels provide tremendous load carrying ability. They also possess an extremely low yield to tensile strength ratio; making them very ductile.
Carbon steel can be classified as alloy steel when the manganese content exceeds 1.65 %, when silicon or copper exceeds 0.60 % or when chromium is less than 4 %. Carbon steel can also be classified as an alloy steel if a specified minimum content of aluminum, titanium, vanadium, nickel or any other element has been added to achieve specific results. Additions of chromium, nickel and molybdenum improve the capacity of the alloys to be heat treated, giving rise to a wide variety of strength to ductility combinations.
Stainless steel is a family of iron-based alloys that must contain at least 10.5 % chromium. The presence of chromium creates an invisible surface film that resists oxidation and makes the material ‘passive’ or corrosion resistant. Other elements, such as nickel or molybdenum are added to increase corrosion resistance, strength or heat resistance. Stainless steels can be simply and logically divided into three classes on the basis of their microstructure namely (i) austenitic, (ii) martensitic, or (iii) ferritic. Each of these classes has specific properties and different grades.
Also, further alloy modifications can be made to alter the chemical composition to meet the needs of different corrosion conditions, temperature ranges, strength requirements, or to improve weldability, machinability, work hardening and formability.
The family of nickel alloys offer some remarkable combinations of performance capabilities. Mechanically they have good strength properties, exceptional toughness and ductility, and are generally immune to stress corrosion. Their corrosion resistance properties and performance characteristics in both elevated and sub-zero temperatures is superior. Unfortunately, nickel based alloys are relatively expensive. The two most popular nickel alloys used in fastening are the nickel-copper and nickel-copper-aluminum types.
Inconel and Hastelloy are considered outstanding materials for applications where fastenings must contain high strength and resistance to oxidation in extreme environments such as elevated temperatures and various acidic environments. There are several grades of Inconel and Hastelloy, most are proprietary, and practically all are trade named, each with their own strength and corrosion characteristics.
Aluminum is synonymous with lightweight. Once thought as only a single costly metal, aluminum now constitutes an entire family of alloys. Aluminum can be alloyed with other metals to produce suitable alloys with variety of industrial and consumer goods. Aluminum fasteners weigh about one third those of steel.
Silicon bronze is the generic term for various types of copper-silicon alloys. Most are basically the same with high percentages of copper and a small amount of silicon. Manganese or aluminum is added for strength. Lead is also added for free machining qualities where required. Silicon bronze possesses high tensile strength (superior to mild steel). With its high corrosive resistance and non-magnetic properties, this alloy is ideally suited for naval construction particularly in mine sweepers.
Naval bronze, sometimes called naval brass, is similar to brass but has additional qualities of resistance to saline elements. This is accomplished by changing the proportions of copper, zinc and a little tin. This alloy derived its name from its ability to survive the corroding action of salt water.
Copper has some very interesting performance features. Its electrical and thermal conductivity are the best of any of non-precious metals and has decent corrosion resistance in most environments. Copper, and its alloys, are non-magnetic.
Brass is composed of copper and zinc and is the most common copper-based alloy. They retain most of the favourable characteristics of pure copper, with some new ones, and generally cost less. The amount of copper content is important. Brass alloys with less copper are generally stronger and harder, but less ductile.
Fasteners nomenclature
Design engineers are frequently required to select and specify fasteners used in their designs. Consequently, understanding basic fastener nomenclature is important. Fig 1 illustrates the different parts of a standard threaded fastener.
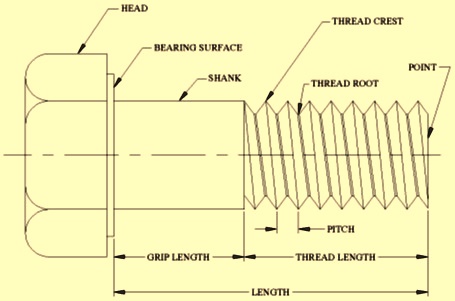
Fig 1 Important nomenclature of a male fastener
The fastener nomenclature terminology is described below.
- Major diameter – It is the largest diameter of a fastener thread
- Minor diameter – It is the smallest diameter of a fastener thread
- Pitch – It is the linear distance from a point on the thread to a corresponding point on the next thread – measured parallel to the axis of the thread
- Lead – It is the linear distance that a point on a fastener thread advances axially in one revolution (equal to the pitch of the fastener)
- Thread root – It is the surface of the thread that joins the flanks of adjacent threads and is immediately adjacent to the cylinder from which the thread projects. In other words, it is the valley of the thread.
- Thread crest – It is the surface of the thread that joins the flanks of the thread and is farthest from the cylinder from which the thread projects. In other words, it is the peak of the thread.
- Head – It is the enlarged shape that is formed on one end of the fastener to provide a bearing surface and a method of turning (or holding) the fastener
- Bearing surface – It is the supporting surface of a fastener with respect to the part it fastens
- Point – It is the extreme end of the threaded portion of a fastener
- Shank – It is the cylindrical part of a fastener that extends from the underside of the head to the starting thread
- Length – It is the axial distance between the bearing surface of the head and the extreme point
- Grip length – It is the length of the unthreaded portion of the fastener (i.e. shank) measured axially from the underside of the bearing surface to the starting thread
- Thread length – It is the length of the threaded portion of the fastener. In all the commercial fasteners, threaded length is a function of fastener diameter
Fastener thread types
In the most general sense, there are two classes of fastener threads namely (i) English, and (ii) metric. For each class there are two types of threads namely (i) fine thread, and (ii) coarse thread.
One of the most common fastener mistakes is using the wrong type of thread in a material. The basic rule for fastener selection is namely (i) fine threads are stronger when the female thread is strong relative to the male thread, and (ii) coarse threads are stronger when the female thread is weak relative to the male thread. The reason for this statement is that a smaller minor diameter increases the thread area, resulting in higher static strength and fatigue resistance in female threads. Conversely, a larger minor diameter increases the stress area, resulting in a higher static strength and fatigue resistance in male threads. When fasteners are selected then it is assumed that the stresses are distributed over only the first five engaged threads.
Due to the elasticity of the fastener, only the first five threads are engaged during loading regardless of the thread type (coarse / fine). Female threads typically fail due to shear along the major diameter and male threads typically fail due to tensile loading along the thread root.
Since five threads carry the entire load regardless of thread type, a decrease in the minor diameter increases the shear area and gives an advantage to the female threads while reducing the load carrying capability of the male fastener. Conversely, an increase in the minor diameter increases the cross sectional area of the male fastener and gives an advantage to the male fastener. However, this reduces the shear area and weakens the female threads. Therefore, if the female fastener material is weak compared to the male fastener material, the female fastener is to be given the advantage and coarse threads are to be chosen. If the female fastener material is strong compared to the male fastener material then the male fastener always fails first and hence is to be given the advantage by selecting fine threads.
For this reason steel bolts and studs that thread into relatively weak aluminum or cast iron castings such as engine blocks, cylinder heads and gearboxes are always coarse threaded on the end that goes into the casting. Also invariably, the end of the stud that receives the nut is provided with a fine thread. In this way the designer ends up with the best of both worlds.
Because coarse threads are faster to assemble, they are often used in applications where strength and weight are not of utmost concern. Generally, unless threading into a relatively weak material, the coarse threaded fasteners are to be avoided.
Comparison of rolled threads and cut threads
All quality fasteners have rolled threads produced via rolling or sliding dies. Rolled threads (as opposed to threads cut on a lathe, with a cutting die or tap) produce superior surface finish (thus lower stress risers) and improved material properties from cold working the material, resulting in much higher fatigue resistance. Rolled threads increase thread strength by a minimum of 30 % over well-cut threads.
When a thread is cut into a specimen, the grain flow of the material is severed. When a thread is rolled into a specimen, however, the grain flow of the material remains continuous and follows the contour of the thread. For this reason, rolled threads better resist stripping because shear failures must take place across the material grain rather than with it. Another benefit of thread rolling is it produces a much better surface finish than thread cutting. In high strength fasteners, rolled threads possess up to twice the fatigue resistance compared to cut threads.
Rolling also leaves the surface of the threads, particularly in the roots, stressed in compression. These compressive stresses must be overcome before the tensile stresses can reach a level that will cause fatigue failures. Compressive surface stresses also increase root hardness, further adding to the fatigue resistance of the component. Improved fatigue strength resulting from the above factors is reported to be on the order of 50 % – 75 %. On heat-treated bolts that have threads rolled after heat-treatment, tests show increased fatigue strength of 5 to 10 times that of cut threads.
All quality fasteners must be heat-treated to achieve the desired strength and toughness. The heat-treatment process inevitably results in some physical distortion of the fastener blank. Rolling the thread onto the (already) heat treated blank ensures the thread will be coaxial with the bolt and normal to the bearing surface of the fastener head, which is critical for proper function. Finally, due to the speed at which fastener threads can be rolled onto a blank with the proper equipment, rolled threads can actually be more economical to manufacture in larger quantities.
Platings and coatings
Most of the threaded fasteners used today are coated with some kind of material as a final step in the manufacturing process. Many are electroplated, others are hot-dipped or mechanical galvanized, painted or furnished with some other type of supplementary finish. Fasteners are coated for four primary reasons namely (i) for appearance, (ii) to fight corrosion, (iii) to reduce friction, (iv) to reduce scatter in the amount of preload achieved for a given torque.
There are three basic ways in which coatings can fight corrosion. These are follows.
- They can provide a barrier protection. This simply means that they erect a barrier, which isolates the fastener from the corrosive environment, thereby breaking the metallic circuit, which connects the anode to the cathode.
- They can provide a ‘galvanic’ or sacrificial protection. To cause problems, a metallic connection must be made between the anode and the cathode and an electrolyte. In this type of reaction it is always the anode, which will get attacked, so if the fastener is protected by making it the cathode. .
- They can fight corrosion by ‘passivation’ or ‘inhibition’, which slows down the corrosion and makes the battery connection less effective. This is common with the use of nickel in stainless steel bolts, which are said to be passivated. A thin oxide layer is formed on the surface of the bolt. The oxide film, according to theory, makes it more difficult for the metal to give off electrons.

Leave a Comment