Defects in Continuous Cast Steels
Defects in Continuous Cast Steels
Continuous casting (CC) is the process which converts liquid steel into a solid product mainly in the form of slab (either thick or thin), bloom or billets. It is one of progressive steel making technologies which produces a cast product of a desired cross section in indefinite length. The CC process requires strict observance of operating procedures, technological norms, and advanced production and control techniques. Despite these measures, the occurrence of defects in the CC product cannot be fully ruled out. The formation and the type of defects depends on the status of CC machine equipment, the cast product shape and size, the steel grade, the technological conditions of casting such as casting temperature and speed, the mould oscillation and cooling, the quality and properties of the casting powder etc.
A defect in a CC product can be defined as a deviation in the appearance, shape, dimension, macrostructure, and/or chemical properties when compared with the specifications given in the technical standards or any other normative documents in force. Defects are detected after casting in the CC product through visual inspection of their surface at the cooling beds, by checking the surface quality again by visual inspection on the inspection beds, or by checking the chemical analysis and the macrostructure of the test samples in the laboratories.
The defects in CC products generated during the solidification and cooling process lead to loss or diversion of prime material for further processing or sale. To prevent these losses, it is necessary to analyze the causes of the occurrence of defects for taking preventive action by adopting preventive metallurgical technologies and constructive solutions. Also it is necessary to segregate and remove defective product from the prime material.
A defect is not always the consequence of a unique single cause. Many times, the defect is the result of the multiple interacting causes that depend on a variable number of parameters. Similar defects may have one or more different reasons, while different defects may have one or more common causes.
Defects of the CC products are formed during the production process due to several factors which include material related factors, casting speeds and temperatures, mould oscillation, casting powder, segregation coefficient of solute elements, phase transformation, and mechanical and thermal stresses. Mechanical stresses are created due to friction, ferro static pressure, bending and straightening operations, and roll pressure. Thermal stresses are due to non uniform cooling in the mould and/or secondary zone. Controlling water flux impinging the surface of the strand and minimizing reheating of strand can lower the thermal stresses.
Material related factors include delta to gamma phase transformation, high sulphur and low manganese/sulphur ratio, high oxygen potential of liquid steel, high super heat, and presence of inclusions in the liquid steel. In transformation of delta (ferrite) to gamma (austenite), volume changes and deformations take place, which decrease the rate of transfer of heat from the solidified shell to the mould. This results in a non uniform thickness of solidified steel shell. Steels with the carbon content of 0.09 % to 0.15 %, so called peritectic steels, are susceptible to the formation of defects usually longitudinal cracks.
High casting speeds decrease the thickness of the chill zone, which can break in extreme conditions. The weakening of the chill zone is also supported by the presence of coarse non metallic particles and oscillation marks. High casting temperatures (higher super heat) increase the surface temperatures of the strand. The formed skin becomes overheated and then thermal and tension stress is created, which causes the formation of cracks and defects of the skin.
The temperature of casting of liquid steel must be maintained above the liquidus temperature. The difference between the casting temperature and the liquidus temperature is called superheat. Super heat of liquid steel plays an important role in the defects formation and it is necessary to control it.
Mechanical deformations results due to insufficient lubrication and during straightening of the strand. They act in the longitudinal and transversal directions. Thermal stress acts in the transverse direction when the strand is rapidly cooled and This is the cause of the formation of the defects.
Regular oscillation of the mould prevents the molten metal from getting stuck to the mould. At a low oscillation frequency of the mould, the skin can break, or surface cracks and oscillation marks can be formed. Defect formation can be avoided by an increased oscillation frequency of the mould and a stabilized casting speed.
There are several defects which can be found on a CC product. The defects in the CC products arising during the process of continuous casting of steel can be classified as (i) surface defects, (ii) internal defects, (iii) shape defects, (iv) mechanical defects, and (v) deviations from the prescribed chemical composition of steel.
Surface defects can be longitudinal mid face and corner cracks, transverse mid face and corner cracks, and deep oscillation marks. Internal defects can be midway cracks, triple point cracks, centre line cracks, diagonal cracks, centre segregation and porosity, casting flux inclusion, and blow holes. Shape defects are rhombodity and longitudinal depression ovality.
Surface defects in CC products need expensive, time consuming surface grinding, and in severe cases, even downgrading or rejection. The reconditioning yard is often a bottleneck in the process, and the cost associated with removing these defects by grinding is also high.
The cracks are openings found on the CC product surface with variable length and depth and can sometimes extend on the entire CC product on one strand or even on the full heat. The cracks are not always straight. They are sometimes interrupted and continued further in a zigzag way. Taking into account the direction on which they are formed, the cracks are called longitudinal, transverse or star cracks.
Some of the CC defects are described below.
- Longitudinal cracks – They are formed in the direction of extraction of the steel. The presence of this defect causes rejection of the CC product. Longitudinal cracks occurs mainly due to (i) uneven primary cooling in the mould, (ii) turbulent flow of liquid steel and a meniscus level variation in the mould, (iii) non uniform or very intensive secondary cooling, (iv) variance in thermal conductivity coefficient along the mould length causing unequal, advanced wear of the mould, (v) casting of liquid steel with high superheat, (vi) high speed of casting, and (vii) use of the casting powder with improper characteristics.
- Transverse cracks – These cracks usually appear due to the tensions on the longitudinal direction of strand. Normally these cracks are ground within the permissible prescribed limits provided they are not deep. Transverse cracks appear due to (i) the thermal stresses, (ii) variation in the meniscus level variation, (iii) presence of segregation at the bottom of oscillation mark, and (iv) friction of the strand in the mould.
- Corner cracks – These are cracks present in the edge of the cast steel product. They appear due to high temperature variations in the liquid steel, higher aluminum content in the steel, higher sulphur level in the steel, non uniform edge temperature, excess friction in the edges during casting because of non uniform distribution of casting powder, and lower superheat of the steel.
- Star cracks – These cracks are very fine and caused by fragile nature of the strand at high temperatures. They are visible only on scale free surface. The surface is usually ground locally to remove the defect. Intense local cooling and presence of copper at the austenitic grain boundary cause star cracks. To avoid the star cracks in the cast product it is necessary to have (i) correct correlation between the spray flow and the casting speed, (ii) a uniform layer of melted casting powder between the strand and the mould, (iii) moderate secondary cooling of the strand for avoiding increase of the thermal stress.
- Depressions – These are local deformations in the cast surface. Depressions can be longitudinal or transverse. Longitudinal depressions appear like the shallow ditches oriented along the length of the cast product. They occur due to the uneven heat transfer in the mould. These depressions can be controlled by uniform cooling in the mould, by centering of the liquid steel jet in the mould, by controlling the fluctuations of the mould steel level, use of a casting powder with suitable viscosity and melting characteristics, and by regularly monitoring the degree and uniformity of the mould wear. Transverse depressions may occur cyclically along the strand length. The peritectic steels with low carbon and high manganese contents and the stainless steels are sensitive to this defect. The transverse depressions can be caused by the fluctuations in the mould level, large quantity of casting powder, and by the turbulence of steel the sub-meniscus level. These depressions are controlled by controlling the mould steel level, having proper mould taper, use of a casting powder with suitable viscosity and melting characteristics, and proper positioning of the input nozzle and its support.
- Blowholes – These are cavities in the outer surface of the cast product and are often associated with inclusions. They are caused by presence of gases in the steel, humidity and quality of the casting powder, variation in the mould level, presence of moisture in the tundish refractory lining. Blowholes are controlled by sufficient de-oxidation of steel, use of dry casting powder, use of casting powder compatible with the grade of steel grade, temperature and casting speed, control of mould level fluctuations, control of nozzle immersion depth, avoiding the high superheat and avoiding slag foaming around the nozzle.
- Interruptions in the physical continuity of the cast product – This defect occurs when there is a pause in the casting process. It often occurs when there is a change of heat during sequence mode of operation. This defect is caused by a short interruption of the casting process and occurs when there is sudden change in casting speed caused by the variations of steel temperature in the tundish, by the variations of steel level in the mould, cogging of the nozzle due to high alumina levels, or by the variations of casting mode. The corrective measures are maintenance of a constant casting speed, a narrow range of temperature variation in the tundish, and steel level in the tundish within the prescribed limits.
- Slag spots defects -This defect is caused by the penetration of tundish slag in the cast product. It is caused by high level of slag in the tundish, rise in the active oxygen percentage in the steel, lowering of steel level in the tundish resulting in slag to enter the mould, and high viscosity of casting powder.
Some of the casting defects in a slab and a billet is shown in Fig 1
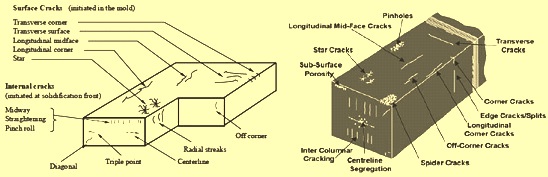
Fig 1 Some casting defects in slab and billet

Leave a Comment