Cleaning of Blast Furnace Gas
Cleaning of Blast Furnace Gas
The process of liquid iron production in the blast furnace (BF) generates gas at the furnace top which is an important by-product of the BF process. This top gas of the blast furnace is at the temperature and pressure existing at the BF top and usually contaminated with dust and water particles. This top gas is having substantial calorific value and is known as raw BF gas or contaminated BF gas. The composition and quantity of this top gas depend on the nature of the technological process in the blast furnace and the type and the quality of the raw materials used for the iron production in the blast furnace. In order to further use the raw BF gas, it is necessary to clean it by using certain process systems which reduces its content of the solid particles.
The top gas contains carbon mono oxide (CO) and is known as blast furnace gas after its cleaning. It is used as fuel gas for heating blast air in the hot blast stoves as well as supplemental fuel in the steel plant. For the BF gas to be used as fuel gas, it is necessary that the raw BF gas is cleaned and cooled to reduce gas volumes and moisture content. Prior cooling and reduction in gas volume is also necessary since it results in substantial savings in delivery costs throughout the extensive distribution system of the steel plant.
Typical analysis of the blast furnace gas for a blast furnace operating with pulverized coal injection (PCI) is given in Tab 1. The process systems for the gas cleaning are either wet gas cleaning system or dry cleaning system. High-efficiency gas cleaning systems are vital for the reliable operation and long campaign life of high temperature hot blast system of the BF as well as the BF gas network in the steel plant. Wet cleaning system is the more commonly used system for the cleaning of BF gas.
| Tab 1 Typical analysis of BF gas with PCI | ||
| Constituent | Unit | Value |
| CO | % Vol. | 20 – 24 |
| CO2 | % Vol. | 18-23 |
| H2 | % Vol. | 1.5-4.5 |
| N2 | % Vol. | 52-57 |
| SO2 | mg/cum | 10-30 |
| NH3 | mg/cum | 5-21 |
| Chloride | mg/cum | 50-200 |
| Oxides of N2 | mg/cum | 3-12 |
The primary function of the blast furnace gas cleaning system is to remove particulate matter from this gas. In addition, the system also cools the gas to reduce its moisture content, thus increasing its calorific value. The recovered sludge/dust contains relatively high quantities of iron and carbon and can thus be recycled through the sinter plant.
Knowledge of the blast furnace process is necessary for the proper design and operation of the gas cleaning system. Burden preparation and type of ore burden (pellet or sinter) affect the quantity and particle size of the dust. Also, the choice and preparation of fluxing materials affects the water chemistry in the scrubber system. Calcium can be introduced to the water system from limestone used as a fluxing agent. Coke and fuel injectants contribute sulphur, chlorides, and ammonia and nitrogen oxides. The gas analysis varies with the burden materials and BF operation with or without PCI. Level of production and wind rates affect particulate loadings in the gas cleaning system.
Top pressure and scrubber pressure drop (in case of wet systems) affect dust collection efficiency, as well as the adsorption of dissolved gases in the scrubber water. In addition to the basic functions of cleaning and cooling of the top gas, the scrubber and/or the top gas energy recovery turbine also controls the top pressure of the blast furnace. For smooth and stable furnace operation the top pressure must be controlled and held as constant as possible. The gas cleaning system design must, therefore, be fully integrated with the operation of the blast furnace.
During operations such as charging, tapping, equalization and change of stoves, there are inevitably variations in gas flow and pressure. The fluctuations are usually of short duration but of considerable amplitude and are felt at the top of the blast furnace as well as downstream throughout the gas system. The BF gas cleaning system must be designed to handle and control such fluctuations.
BF gas coming out of the furnace top in case of furnace operating with PCI contains around 20-30 grams of flue dust per normal cubic metre of gas and cannot be used as such. This dust contains fine particles of coke, burden materials and chemical compounds that are formed due to the reactions taking place in the blast furnace. Typical size distribution of particle size in the raw BF gas with the use of PCI is given in Tab 2.
| Tab 2 Typical distribution of particle size in raw BF gas with PCI | |||
| Class | Particle size in micrometers | Mean size in micrometers | % distribution |
| 1 | 0-10 | 5 | 9 |
| 2 | 11-30 | 20 | 8 |
| 3 | 31-60 | 45 | 12 |
| 4 | 61-100 | 80 | 17 |
| 5 | 101-200 | 150 | 17 |
| 6 | 201-400 | 300 | 17 |
| 7 | 401-600 | 500 | 10 |
| 8 | 601-800 | 700 | 10 |
Since the primary objective of cleaning blast furnace gas is to produce dust-free, cooled gas to be used as fuel in the steel plant’s furnaces, the gas cleaning system is to be designed for meeting this objective.
Effective removal of a mixture of coarse and fine dust from a very dusty gas necessitates the use of a dust catcher and a multi venturi scrubbing system. Effective cooling requires the use of a gas cooling tower prior to BF gas discharge into the BF gas network in the steel plant. The raw BF gas is cleaned in gas cleaning plant in two stages namely primary gas cleaning stage and secondary gas cleaning stage. Typical flow sheet of blast furnace gas cleaning system is shown in Fig 1.
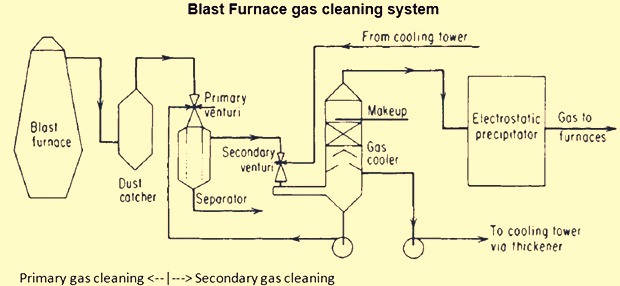
Fig 1 Flow sheet of gas cleaning system
Primary gas cleaning stage
Primary gas cleaning is based on the gravity separation principle and is used for the removal of large particles of the dust. It is the dry separation of dust particles in the blast furnace top gas before wet scrubbing and is commonly done by a gravity dust catcher or most recently by large diameter cyclones. In this stage all the coarser particles are removed. The objective is to remove as much dust as possible in a dry condition for reuse and recycling. The recycled dust must also be low in Zinc and lead to satisfy the limits of the blast furnace zinc balance. The dust removal efficiency of the separator is dependent on the particle size distribution, on the separation mechanism (i.e. gravitational or centrifugal force) and, to a lesser degree, on the inlet dust loading. The separated dust is normally of size greater than 10 micrometers and is collected in the dust storage hopper, which is usually sized for one and half days of dust accumulation, and emptied via a dust discharge system.
The dust catcher is a large cylindrical structure normally with a large diameter and with the required height. It is usually lined to insulate it and prevent the condensation of moisture in BF gas so that the dust remains dry and does not ball up and flow freely into the conical portion of the dust catcher at its bottom for its periodical removal.
The gas is sent to the dust catcher by a single down comer and enters through the top by a vertical pipe that carries the gas downward inside the dust catcher. This pipe flares at its lower extremity like an inverted funnel, so that as the gas passes downward its velocity (and thus its dust carrying potential) decreases, and most of the coarser dust drops out of the gas stream and is deposited in the cone at the bottom of the dust catcher. Since the bottom of the dust catcher is closed, and the gas outlet is near the top, the direction of the travel of the gas must reverse 180 degrees. This sudden reversal in the direction of flow causes more of the dust to get settle down.
The operation and efficiency of a conventional gravity dust catcher are governed by Stokes’ law. In 1851, George Stokes derived an expression for the frictional force (also called drag force) exerted on spherical objects with very small Reynolds (Re) numbers, e.g., very small particles, in a continuous viscous fluid by solving the small fluid-mass limit of the generally unsolvable Navier-Stokes equations.
However, Stokes’ law is only applicable to spherical objects with very small Re numbers with settling velocities in the laminar region. For particles with Re numbers higher than 0.2 and up to 100,000, the degree of turbulence becomes significant, leading to additional drag force. Hence, the settling (or terminal) velocity is generally lower than that predicted by Stokes’ law. For these particle sizes, the terminal velocity is determined by the correlation between the particle Re number and its drag coefficient using the values given in the Haywood tables. Alternatively, the correlation between the particle Re and the Archimedes (Ar) number (valid between Re = 0.2 and 20,000) can be used.
If the particles are falling in a viscous fluid by their own weight, then a terminal velocity, also known as the settling velocity, is reached when this frictional force combined with the buoyant force exactly balance the gravitational force. Based on the combined Stokes’ law and Haywood tables, the terminal velocity of each group of particles can be determined. From the particle terminal velocity the removal efficiency can be calculated, which is dependent on the ascending gas velocity in the dust catcher annulus and, hence, the barrel diameter.
In case of cyclone dust catcher the operation and efficiency of the dust catcher is based on centrifugal forces. In the cyclone dust catcher the raw blast furnace gas is introduced by one or two tangential inlets with a velocity to force the dust particles to the wall and separate them from the gas stream. The cyclone dust catcher can have different type of internal construction. One type of cyclone is completely empty, while other type has a complicated inlet dome and replaceable guide vanes.
The higher separation of dust inside the cyclone is linked to the centrifugal forces and high circumferential velocities inside the cyclone compared to the dust-catcher technology. The higher velocities inside the vessel require a special protection of the surfaces inside the vessel. A dust-catcher is very often operated without any protection of the inner surfaces due to the low gas velocity, but the cyclone technology requires a protection of these surfaces in order to avoid wear.
The cyclone dust catcher is usually with vortex finder, apex, flow cone and a dust collection hopper with a dual dust outlet. The collection efficiency of the cyclone depends very much on particle size distribution. Particles below 5 micrometers are not removed due to their small mass; particles between 5 micrometers to 30 micrometers are partially separated and particles larger than 30 micrometers are completely separated in the cone dust catcher. Overall separation efficiency of cyclone dust catcher is better than the gravity dust catcher. The removed dry dust contains very little zinc and lead concentrations and can be readily recycled. The cyclone dust catcher reduces the dust load on the secondary stage consisting of the wet gas cleaning.
The dust catcher is equipped with a dust discharge system for the dumping of the dust on a batch basis below at near-atmospheric pressure to prevent dust build-up in the dust catcher and to reduce dust and gas emissions. The dust is generally wetted before it is discharged onto the ground or directly into a dumper/wagon below. There are level sensing devices are installed in the dust hopper for level indication. Signals from the level sensing devices are used to monitor dust build-up, initiate dust dump cycle and provide low and high level alarms.
Secondary gas cleaning stage
BF gas after primary cleaning in the dust catcher, where the majority of heavy particles are removed, moves towards the secondary gas cleaning stage (scrubbers) which is the wet cleaning system. In this stage, BF gas is cleaned in contact with water and almost all the suspended particles are separated (more than 99 %). In some plant this gas is further taken into electrostatics precipitators. Treated gas after secondary gas cleaning stage is taken into BF gas network of the plant and is used also for BF stoves heating. Polluted water from the system at the same time contains high concentrations of suspended particles in the range of and 500-10,000 mg/l and as such is sent to settling ponds/ clarifier-thickener where the dust settles down and the clear water from the top is pumped for reuse. Scrubbers are available in a wide range of designs, sizes, and performance capabilities. They are to be designed primarily for collection of particles.
Trouble-free scrubber operation, even during rough furnace driving conditions, is a prerequisite to economical iron production in the blast furnace. The design of the scrubber is to be optimized to provide high reliability and superior performance. The characteristics needed from the scrubber are (i) multiple dust removal mechanisms, (ii) minimum scrubbing water requirements, (iii) superior top pressure control, (iv) proven performance and high efficiency, (v) low space requirement, (vi) low energy consumption, and (vii) low noise emission.
Particle size is one of the most important factors affecting removal efficiency of the scrubber. Larger particles are much more easily removed while submicron particles are the most difficult to remove.
With regards to the dust removal mechanism in the wet scrubber, the separation of dust particles from the blast furnace gas requires the application of a force that produces differential motion of the particle relative to the gas and sufficient retention time for the particle to migrate to the collecting surface.
The scrubbers for the blast furnace gas cleaning operate on the basic aerodynamic principle. A simple analogy of the aerodynamic principle is that if water droplets of very large size are projected to collide with gas-stream particles of much smaller size then the statistical chances of collision are very small. As the size of the water droplets is reduced to more nearly the size of the gas stream particles, the chances of collision improve. Studies have shown that a surface film surrounding a water droplet has an approximate thickness of 1/ 200 of its diameter. A gas stream particle in flight flows through the streamline film around the droplet without collision if it is having a diameter less than 1/ 200 the diameter of the water droplet. But if the water droplet diameter is much smaller, then collision would occur. A 10 microns aim particle requires water droplets smaller than 2000 microns (200×10) for adequate collection. Efficient scrubbing, therefore, requires atomizing the water to a fineness related to particle size to afford maximum contact with the particles to be captured. Further the probability of a water droplet hitting the dust particles is proportional to the dust concentration. A single dust particle is less likely to hit a single droplet than a swarm of them. To equalize these factors, scrubbers are regulated as to the volume of gas to be scrubbed (measured by pressure drop of the gas stream), and water to be sprayed (measured by hydraulic pressure at the spray nozzles). The scrubbing chamber’s height and diameter are also tailored to the known characteristics of the gas.
The principal separating mechanisms in the blast furnace gas scrubbing consist of (i) inertial interception, (ii) turbulent (Brownian) diffusion, and (iii) flow line interception. When a small particle is suspended in a fluid, it subjected to the impact the liquid molecules. For ultra-fine particles (colloids), the instantaneous momentum imparted to the particle varies random which causes the particle to move on an erotic path now known as Brownian motion. Inertial interception is characterized by the different inertial forces of the varying masses. When the dust-laden gas flows around the collecting water droplet, the dust particles of larger mass do not follow the flow lines of the gas stream. These particles, propelled by the inertia force, strike and penetrate the water droplet, and thus are removed from the gas stream. Turbulent diffusion is highly effective in removing smaller dust particles from the gas stream. Small particles, particularly those below about 0.3 micrometer in diameter, exhibit considerable Brownian movement and do not move uniformly along the gas streamline. These particles diffuse from the gas stream to the surface of the water droplets and are collected. This collection mechanism can only function in scrubbers that promote turbulent flow of a gas-liquid mixture, operate at low velocity and provide sufficient retention time. Flow-line interception only functions if the gas-streamline passes within one particle radius of the collecting water droplet. The dust particle travelling along this streamline touches the water droplet and is collected without the influence of inertia, or turbulent diffusion. Dust removal mechanisms during water scrubbing of the BF gas are given in Fig 2.
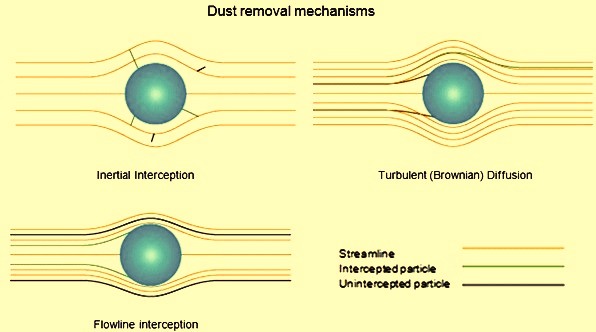
Fig 2 Dust removal mechanisms
The dust catcher is merely a settling chamber to remove large particles and reduce loading on the venturi scrubbers. The gas passes through both a primary venturi (with separator) and a secondary venturi for even more effective particulate removal. Then the gas passes through the entrainment separator/gas cooling tower combination. The cleaned, cooled gas is then sent to BF gas network of the steel plant. Adequate cooling is required to reduce the moisture level of the gas to avoid problems in the BF gas distribution lines and furnaces.
The recycle water collected from the first venturi, containing a high level of particulates, is sent directly to a clarifier-thickener. The recycle water collected from the separator is recirculated to the first venturi scrubber. Makeup water is added at the clarifier, and the combined overflow is recycled to the secondary venturi. So the cleanest water contacts the cleanest gas, and works its way back to the first venturi and then to the clarifier. Water can be recycled from the thickener to the scrubber or may be used for some other purpose such as slag quenching.
A conventional cooling tower is normally used for removal of heat from the gas cooling tower water or scrubber water. The design of the tower makes it possible to keep the cooling water and the venturi scrubber water separate. The scrubber water generally contains considerable hardness and alkalinity from the lime fines in the burden in the blast furnace. Consequently, scale is frequently encountered. Deposits of iron oxide and unburned carbon are also a concern in many systems. Deposition problems are most frequently encountered in the primary venturi nozzles and throat region, where the gas contains the highest level of particulates, and in the lines and pumps going to and from the thickener.
However, deposition can occur in either of the venturi scrubbers, the separators, the gas cooling tower, or the scrubber recycle lines and pumps. Clarification is another major problem area since inadequate liquids/solids separation results in poor water quality of the clarifier overflow.
Recently, on the newly built and reconstructed blast furnaces, particularly in the People’s Republic of China, dry cleaning of blast furnace gas by bag filters has found the wide application. Dry gas cleaning has the following differences over the wet gas cleaning using venturi scrubbers.
- Absence of water in the cleaning process eliminates or reduces a number of blast furnace waterworks facilities e.g.: sludge pumping station of gas cleaning system, sludge settling tanks and flocculators, pump station for slurry transfer, circulating pump station of turnaround cycle of gas cleaning, etc.
- Temperature of gas after cleaning is in the range of 100 deg C to 120 deg C, which is 50 deg C to 70 deg C higher than the temperature of the gas after wet gas cleaning. Also the humidity of gas is reduced by 50 to -60 gram/cum, which together is equal to an increase in caloric value of blast furnace gas by 50 to 60 kcal/cum.
- Reduction in the dust content in blast furnace gas to 2-3 mg/cum that improves the service life of hot blast stoves and also enhances the performance of top pressure recovery turbine.
- Environmental improvement in the steel plant due to a better dust removal from the gas and elimination of sludge handling facilities.
The secondary gas cleaning system based on dry cleaning consists of the following.
- The bag filter unit with several sections, in each of them there are installed some tens of filtering bags
- System of pulse bags cleaning from dust by nitrogen
- Supporting and protecting metal structures
- Systems of gas ducts with valves and thermal effect compensators
- System of cleaning and recycling of captured dust (pneumatic or with scraper conveyors)
- System of nitrogen supply for the filter purging and for pneumatic dust transport
- System of pressure relief from the bag filter
- Unit of captured dust storage
- Systems of automation, inspection, and electrical control
The bag filter is normally having 8 to 16 sections, which are arranged in two rows, where one or two sections are stand-by, one more section is in cyclic purge nitrogen cleaning mode and other sections are in gas cleaning mode. For the filtering material, a fabric with high refractory, wear and tear resistance etc. is used. Besides, after chemical treatment the fabric is easy to clean from dust during purge cleaning, since it has improved water- and oil-repellent properties. The fabric also prevents occurrence of electrostatic current. Maximum filtering rate is 1.0 to 1.5 cum/minute and the gas temperature is 50 deg C to 280 deg C (the system can also operate stably (reliably) for 2 hours at gas temperature of 300 deg C).
The normal dust content of blast furnace gas after cleaning is usually not more than 3 mg/cum. Service life of fabric bags is generally up to two years.

Comments on Post (1)
RN Bhattacharyya
A NICE ARTICLE.
IS IT POSSIBLE TO GET SOME IDEA ABOUT THE EFFICIENCY OF DUST CATCHER.