Argon Rinsing of Steels
Argon Rinsing of Steels
Gas rinsing process is a method where rinsing of liquid steel in the teeming ladle is carried out through injection of inert gas into the steel bath. Argon (Ar) gas is preferred for rinsing since it is not only inert in nature but its solubility in steel is also very low. Rinsing results from the expansion of gas due to heating and decrease in pressure as the gas rises.
The Ar rinsing of liquid steel is carried out for obtaining homogenous temperature, composition, and promotion of slag metal refining reaction. The Ar rinsing of liquid steel is reported to be an excellent process for floatation and separation of non-metallic inclusions.
The liquid steel after tapping is stratified in the teeming ladle due to the additions of the ferro alloys and the carburizer in the teeming ladle at the time of tapping of the steel. This stratified steel is agitated by purging of Ar gas in the Ar rinsing station. Ar gas purging through the liquid steel bath help generate enough bath turbulence to effect rapid thermal homogenization. Stirring with Ar also enhances mixing rate for chemical additions. Different variables for argon rinsing include gas purging rate, amount of liquid steel (heat size), amount of superheat available in the liquid steel, amount of carry over slag, amount of synthetic slag or ladle covering compound added, amount of mixing needed for chemical additions.
Experienced operators and metallurgists recognize the importance of accurate and consistent Ar gas rinsing in the teeming ladle. Clean steel and good castability in the continuous casting machine (CCM) depend on a consistent and gentle rinse stir. A good Ar rinsing control system at the Ar rinsing station facilitates reproducible and accurate argon rinsing rates and durations.
Ar gas can be introduced in the teeming ladle either through a deeply inserted refractory lance from the top into the molten steel bath or through a bottom purge-plug. The top refractory lance may be of ‘T’, ‘Y’ or straight bore type. Ar gas introduced via a bottom purge plug is the more effective method of gas rinsing than an Ar drip on top of the bath through the top lance. Normally rinsing operation is performed by percolating Ar gas through the porous purge plug arrangement in the bottom of the teeming ladle and the top lance mechanism serves as a backup means for liquid steel bath rinsing in the event the plug circuit in the ladle is temporarily inoperable. The gas supply connection to the teeming ladle can be either manually done with quick coupling system or is automatically made when the transfer car with the teeming ladle placed on it, arrives at the rinsing station. These days most of the ladles are equipped with bottom plugs for argon bubbling. The data with the top stirring with argon results in a slightly decreased free open performance of the ladle.
A schematic illustration of a porous plug assembly in the ladle bottom and different types of porous purge plugs are shown in Fig 1.
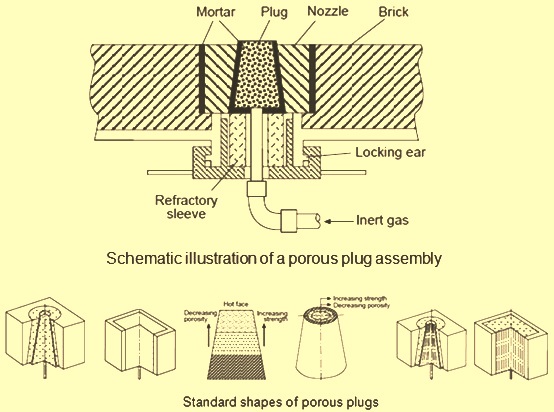
Fig 1 Porous plug assembly and different types of porous plugs
Fig 1 shows standard shapes of 6 types of porous plugs. From left they are isotropic plugs (nos. 1 and 2), component plugs consisting of sliced (no. 3) and concentric (no. 4) and capillary plugs consisting of conical (no. 5) and rectangular (no.6).
As can be seen in the figure, porous plugs have either a conical or a rectangular shape. The conically shaped plug is easier to change in case of the plug wearing out before the lining. Rectangular plugs are geometrically compatible with the surrounding bricks and can be used to advantage in cases where the plug life is comparable with that of the lining. The performance and life of isotropic plugs can be improved by producing the element in two or three components stacked together with metal inserts. The primary advantage of the so-called directional porosity or capillary plug is that the plug can be made of the same dense refractory as the lining brick, or even denser. This results in increased hot compression strength, greater resistance to erosion and a longer service life. Disadvantages of capillary plugs are that they are more prone to infiltration by liquid steel upon loss of argon gas pressure.
A gentle Ar rinse floats out nonmetallic inclusions since the high pressure bubbles of the Ar gas become the carrying agents which take the non metallic inclusions towards the surface of the slag and help in cleaning of the liquid steel.
In Ar rinsing using bottom purging plug, the following conditions may hamper the ability to achieve and maintain the correct stirring energy in the teeming ladle.
- Channeling of Ar gas resulting in lower than expected rinse rate
- Leaks in the Ar supply system
- Existence of variable back pressure due to changing plug condition
- Possible error in judging the stir rate due to variable slag thickness and consistency
- Lack of real time record of rinse history on each teeming ladle
These conditions can be costly with the following negative effects.
- Excessive consumption of Ar gas
- Poor castability of steel (nozzle clogging) in CCM
- Inadequate removal of slag inclusions
- Absence of the results of aluminum (Al) additions
- Results into ladle slag line refractory wear
- Objectives of Ar rinsing may not be achieved
- Higher total oxygen in the rinsed steel
To achieve a homogeneous bath temperature and composition, the steel in the ladle is most often stirred by means of argon gas bubbling at a moderate gas bubbling rates, e.g. less than 0.6 N cum/minute.
The fundamentals of Ar rinsing like other steel making process are based on mass transport control. For mass transport control a convection current in the system is needed. Convection current is generated because of the buoyancy of the inert gas is introduced in the system which is a high temperature system (around 1600 deg C).
For most slag metal reactions the rates are controlled primarily by mass transfer of the reactants and products across the slag metal interface. In rinsed systems such as a steel bath in a ladle rinsed by Ar, the slag metal interfacial area is affected by the degree of agitation in the steel bath which, in turn, is determined by the rinsing power.
Homogenization of bath temperature and composition by gas bubbling is primarily caused by the dissipation of the buoyant energy of the injected gas. The thermodynamic relationship describing the effective stirring power of a gas was derived by Pluschkell. The following is the equation for the stirring power which is derived from Pluschkell relationship.
e= 14.23 (VT/M) log [(1+H)/1.48 P?]
Where
e is the rinsing power in W/ton
V is the gas flow rate in N Cum/minute
T is the bath temperature in Kelvin
M is the bath weight in ton
H is the depth of gas injection in meters
P? is the gas pressure at the bath surface in atm
The stirring time to achieve 95 % homogenization is defined as the mixing time t.
There have been numerous experimental and theoretical studies dealing with mixing phenomena in gas-stirred systems. The following relationship expressing the mixing time, t (s), in terms of the stirring power, e (W/ton), ladle diameter, D (m), and depth of injection, H (m), was obtained from the work of Mazumdar and Guthrie.
t (s) = 116 (e)¯¹/³ (D?/³H¯¹)
Rinsing plug location
The location of the bottom rinsing plug has an effect on the mixing times. The mixing time is decreased by placing the bottom plug off center, e.g. at mid-radius. A rinsing plug placed in the center of the ladle bottom generates a toroidal loop of metal flow in the upper part of the bath while a dead zone is created in the lower part, resulting in longer mixing times. Eccentrically located bottom plugs give rise to extensive circulation of metal throughout the entire bath, avoiding dead zones and leading to shorter mixing times.
It is interesting to note that mass transfer between metal and slag is impeded when the rinsing plug in the ladle bottom is located off center. A rinsing plug located in the center results in increased slag metal emulsification with increasing gas flow rate. Eccentrically located rinsing plug creates a slag free zone, known as the eye, close to the teeming ladle wall. This affects the detachment of slag particles from the main slag phase and results in decreased emulsification. The final choice of location of the rinsing plug in the bottom of the ladle, therefore, appears to be determined by which aspect of stirring is more important for a given operation. Normally a compromise solution is adapted.

Leave a Comment