Submerged Arc Furnaces
Submerged Arc Furnaces
industrial utilization of electrical energy started with the development of the dynamo machine by Werner von Siemens. Electric arc furnaces have been used for many years both for the melting of scrap iron (open arc furnaces) and for reduction processes (submerged arc furnaces). In case of the submerged arc furnace (SAF), ore and reducing agent are fed to the furnace continuously from the top so that the electrodes are buried in the mix and the arc is submerged. The furnace is named submerged-arc furnace since the arc is submerged. The most common physical arrangement consists of a circular bath with three vertical electrodes arranged in a triangle. Six electrode furnaces with circular or rectangular baths are also used but they are less common.
Submerged arc furnaces have found their application in more than 20 different main industrial areas such as ferro alloy, chemical industry, lead, zinc, copper, refractory, titanium oxide, recycling, phosphorus etc. A typical schematic diagram of a submerged arc furnace for ferro chrome production along with material balance is given at Fig.1
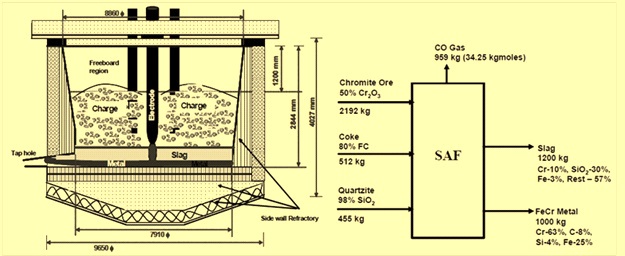
Fig 1 Typical schematic diagram of a submerged arc furnace for ferro chrome production along with material balance.
History
The increasing demand for ferro alloys and deoxidation agents in steel making in the beginning of the twentieth century led to the development of the first submerged arc furnace. The construction of the first SAF was started in 1905. This 1.5 MVA unit was installed in Horst Ruhr, Essen, Germany for the production of calcium carbide. It was successfully commissioned in 1906 and was based on DC (direct current) technology.
Since then a large number of SAFs (both with DC and AC based furnaces) have been commissioned with diverse applications. Today, the majority of submerged arc furnaces are based on AC (alternating current) based concepts.
Principle and characteristics of SAF
The principle of a conventional SAF is electric resistance heating. Electric energy is converted into heat and reduction energy by using the resistance (R) of the burden or the molten slag, sometimes, reinforced by the electrical resistance of an arc between the slag and electrode. The energy is transmitted to the furnace hearth by carbon electrodes. The power of the furnace is the product of the hearth resistance and the square of the electrode current. Therefore, a limited increasing electrode current may result in a relatively large increasing load.
Characteristic of the process in SAF is that the electrode penetrates through the raw material downward up in the hearth on top of the metal pool. Normally the slag penetrates into this coke bed, but not as far as to be in contact with the tip of the electrode. The electric heat for smelting is developed in the immediate neighborhood of the electrode tip where the major part of the voltage drop is concentrated. The heated coke bed has a very high electric and thermal conductivity compared with the cold charge. Consequently only a minor part of the current goes out from the electrode flanks. The coke bed also conducts the heat to the smelting zones away from the electrode. Reaction gases from the smelting zone, mainly CO (carbon mono oxide) gas, pass upwards through the descending raw materials partly preheating them giving off its sensible heat and partly causing solid state reduction of the higher iron oxides.
However, the thickness of the zone where materials are heated to reaction temperature is so small that the gas does not have sufficient retention time to give an extensive reduction. 10 % to 20 % pre-reduction is normal in cold charge operation.
The basic equation for the power input into the furnace is given by the equation P = 3E Cos ?I = 3RI², where P is the power, E the face voltage between transformer and furnace hearth, I is the electrode current and R the ohmic hearth resistance. As for the power factor the equation is PF = Cos ? – V [R/(R²+X²)], where R and X respectively are the ohmic resistance and the reactance of the system. The furnace reactance X is mainly determined by the furnace dimensions and electric arrangement and is close to constant as long as the same general operating conditions are maintained. Without considering the power factor on the electric grid, the ohmic resistance on the hearth and the allowable amperage in the electrodes are the determining parameters for the load in a furnace.
However, the effect of a low power factor can easily be compensated by installation of capacitor banks to correct the power factor on the grid.
There are different means of regulating the ohmic resistance by selection of raw materials and especially granulometry and quality of the carbon material. However, there are a few major following factors that need special consideration.
- The tendency to accumulate a large coke bed normally gives decreasing ohmic resistance.
- Conductive material in the charge tends to give flow of current from the flanks of the electrodes which again results in reduced resistance.
- Increased temperature on the flanks of the electrodes increases the possibility of current flow from the flanks and thereby decreases the total resistance.
The experience of conventional SAF is that its economy is dependent on the availability of cheap electric power. Further the requirements of specific types of reducing agents in order to control the electric resistivity in the furnace are important. The low retention time in the furnace as compared to that of the blast furnace gives opportunity to lower solid state reduction and gas utilization inside the furnace. The off gases therefore represent a large proportion of the heat input in the process and meaningful utilization of the gas is a major factor in the economy of the process.
The quality of the raw material has the biggest impact on the process. On the one hand it affects the slag composition and on the other hand the smelting pattern inside the furnace (based on the physical properties and the amount of energy input).
The physical properties determine whether the smelter can run in the (i) conventional resistance mode using the electrical resistance of slag, or (ii) shielded arc mode using the electrical resistance of the slag and arc or using the electrical resistance of the feeding mix.
Features of SAF
A typical SAF with slag operation comprises a circular or rectangular shaped furnace shell with separated tap holes for slag and metal. For some processes the slag and metal is tapped through one tap hole and separated downstream via cascade casting or skimmers. The furnace shell is refractory lined and – if additional shell cooling is required by the process – water cooled by a special sidewall cooling system. The shell bottom is usually cooled by forced air ventilation. The electrodes are consumed by the furnace bath. The self baking electrodes with casings or prebaked electrodes are periodically extended by new pieces. The electrode is semi automatically slipped into the bath with the furnace at full electric load and with no interruptions of the furnace operation.
The electrode column assemblies contain all facilities to hold, slip, and regulate the penetration into the bath. All electrode operations are performed hydraulically.
The electric power is normally supplied from the furnace transformer via high current lines, water cooled flexible bus tubes at the electrodes and the contact clamps to the electrodes. If the process generates off gas which contains a certain amount of CO, the furnace is normally designed as a closed furnace type and the off gas is collected and utilized for further applications such as power generation, heating, pumping, steam generation, etc.
The major normal features of AC based furnaces are as follows.
- Low maintenance electrode columns for various electrode types
- Fail safe, robust designed electrode holding and slipping device
- Robust furnace design does not allow bulging/movement
- Hollow electrode charging system
- Gas tight water cooled roof design provides high quality CO rich gas
- Application of energy recovery system possible
Conventional DC furnaces
The DC furnaces are generally of circular type and the electric energy is converted into heat mainly by the arc, which is established between the electrode tip and the slag bath. The top electrode is connected as the cathode and the conductive bottom system is connected as the anode. A typical furnace with open slag bath operation comprises usually 1 to 3 slag tap holes and 1 to 2 metal tap holes at a lower elevation. The furnace requires advanced cooling arrangements in the roof and side wall area due to the fact that the liquid slag temperature is in direct contact with the refractory material and because of the radiation heat of the arc. The refractory concept is usually designed carefully to adopt these aggressive conditions. The electrode is consumed by the furnace process. The prebaked electrodes are periodically extended by new pieces. Conventional concepts apply electrode arm to regulate the electrode. The mechanical functions and the electrical power transfer principles are similar to the conventional AC based electrode columns.
Also DC furnaces can be designed as a closed furnace type and the CO can be collected. The energy consumption can be optimized due to combined electrode movement regulator with thyristor ignition controller and high electrode speed. DC electrode column system usually allows slipping and nippling under full power (providing maximized power-on time). Quick changeable centre piece device is essential for maximum operating time. In DC furnaces normally intelligent feeding arrangement is needed to maximize throughput and refractory life. The other features of a DC furnace include the following.
- Robust shell design
- Hollow electrode charging system
- Roof and sidewall cooling systems design to support sufficient protection at moderate energy consumption level
The DC furnace is usually operating with an open arc, which smelts the material within a very short time. The material can be charged through the hollow electrode system directly into the arc. Normally the arc is dancing at the tip of the electrode. Therefore, it is also practical to charge the material directly around the electrode tip. In some furnaces it is possible to pile up a side wall protection layer with the charged material. Most processes, where the slag is overheated do not allow this kind of side wall protection. Generally it can be stated that the overall energy consumption of a DC furnace is higher in comparison to an AC furnace due to the following.
- There is higher radiant heat load in the furnace freeboard
- There is additional furnace cooling requirement due to higher process temperatures
- There is high degree of metal fuming which consumes additional energy
The benefit of the DC furnace is the direct use of fine material eliminating the necessity of investment in intensive agglomeration process needed upstream the furnace. Also the lower price level of fine material helps in reducing the overall operating costs.
Application of SAF
The application areas for SAF include production of ferro chrome, ferro nickel, ferro manganese, silico manganese, ferro niobium, Ilemenite (TiO2 slag) as well as the potential for waste recycling.
Originally, the ferro alloys were exclusively produced in special blast furnaces which results in a pig iron consisting of small to medium contents of silicon, chromium and manganese. Type of the melting and metallurgical equilibrium determined the carbon content of these alloys. The submerged arc furnace is a much better qualified unit to produce ferro alloys with regard to temperature control and adjustment to different reduction potentials. Over the time an independent ferro alloy industry established which meets today’s permanently increasing demands of the steel industry. The majority of ferro alloys is produced by pyrometallurgical smelting taking place in submerged arc furnaces. The strong competitiveness of submerged arc furnaces in this sector was mainly achieved by the installation of advanced high power smelting units.
Presently more than 99 % of ferro alloys and TiO2 production is carried out in AC submerged arc furnaces. There is no application in the pyrometallurgy for DC furnaces that cannot be carried out in AC furnaces.
Development of large electrode systems, advanced transformer technology and new furnace construction principles has allowed the design of large capacity rectangular SAF with dimensions of up to 36 m in length and 17 meters in width. From a technological point of view even bigger units are possible but their economical feasibility has to be checked carefully.
Presently SAF of high capacity 120 MVA rectangular furnaces with thyristor plus copper cooling system and DC furnace of 70 MW for ferro chrome have been installed.
New developments are recognized for processes applying increased slag bath operation in the construction of highly efficient units with a high power density. The higher power density in the furnace causes higher heat fluxes through the sidewall which necessitates the application of new cooling concepts.
The control systems also went through a significant evolution during the last decades as shown below.
- 1906 – Manually controlled
- 1955 – Electrical balanced beam controller
- 1960 – Moving coil controller
- 1965 – Transductor controller
- 1975 – Transistor controller
- 1985 – H&B controller
- 1995 – Software controller
Since the end of the 1950s all SAFs are equipped with electrode controllers. Today’s advanced submerged arc furnaces make use of software controllers. The DC application for submerged arc furnace technology shows world-wide an increasing share in the niche areas especially in some ferro-alloys, slag cleaning and TiO2 production units. Nevertheless, the majority of submerged arc furnaces is and will remain AC technology based.

Leave a Comment