Combustion System of a Reheating Furnace
Combustion System of a Reheating Furnace
The main function of a reheating furnace is to raise the temperature of the semi-finished steels (billets, blooms, slabs or rounds) typically to temperatures between 1000 deg C and 1250 deg C, until it is plastic enough to be rolled to the desired section, size or shape in the hot rolling mill. The reheating furnace must also meet specific requirements and objectives in terms of the heating rates for metallurgical and productivity reasons. In the reheating furnace there is a continuous flow of material which is heated to the desired temperature as it travels through the furnace.
Hot rolling operations require high quality reheated semi-finished steels at the lowest possible cost and at the optimal production rate of the rolling mill. The reheating furnaces used for heating the semi-finished steels in a hot rolling mill consume a large quantity of the energy and simultaneously generate large quantity of pollutants. Because of this, there is a necessity to look into the ways for the reduction of energy consumption as well as pollutants and hence the costs. This can be done by improving the fuel efficiency of the reheating furnaces.
The combustion system of the reheating furnace has a major influence on both the quality of the reheated semi-finished steel product and on the amount of fuel needed for the reheating. The important expectations from a reheating furnace today are not only to lower the emission of the pollutants and the energy consumption, but also to have the improved high quality of the heated steel product, reliability, uniform temperature, heat flux and safety of the equipment and personnel. All these are the key factors which have considerable effect on the combustion system of the reheating furnace.
The three basic things which are required to start and sustain combustion are (i) fuel, (ii) oxygen and (iii) sufficient energy for ignition. The combustion process is most efficient if fuel and oxygen can meet and react without any restrictions. However, in practical heating applications it is not sufficient to consider only the efficient combustion but the heat transfer aspects are also be taken into consideration. The following are the important parameters for a combustion system in the reheating furnace.
- Quantity of the heat required to be imparted to the charge material.
- Generation of the heat within the furnace required not only to heat the charge material but also to overcome all the losses of heat.
- Transfer of part of the available heat from the furnace gases to the surface of the heating charge material.
- Equalization of the temperature within the charge material.
- Losses of heat from the furnace through the doors and walls etc.
- Heat carried by the exhaust gases.
- Emissions of the pollutants (e.g. NOx etc.) caused by the exhaust gases.
Air consisting of oxygen diluted with 78 % nitrogen and 1 % argon does not provide optimum conditions for combustion and heat transfer. The nitrogen in the air is heated during the combustion process and to avoid the loss of energy transferred to the nitrogen it becomes necessary to recover this energy in order to save fuel.
Heat is transferred to a solid product surface by convection, conduction and radiation. The heat transfer within the product is by conduction only. This implies that the product surface, which changes over time when heated, dimensions and material of the semi-finished steels are important as well as the internal dimensions of the furnace.
For efficient and even heating, the gas composition and flow pattern inside the furnace are of importance. A traditional, non-optimizing heating strategy may seem sufficient under steady state conditions but does not provide optimum quality and cost performance when there are interruptions in production, variation in the product grades or dimensions, or variation in the target drop out temperatures. In present day situation, a solution is needed to deliver the highest quality and lowest cost heating under all conditions with minimal impact on the environment.
These days, because of global warming, strict environmental regulations require minimization of specific fuel consumption while simultaneously reducing pollutants including nitrogen oxides (NOx). Conflicting goals of minimum energy consumption and pollutant discharge while at the same time meeting the requirement of production provide challenge both to the operators and the equipment suppliers to use every available technology to design energy efficient, environmentally compliant combustion systems in the reheating furnaces.
With conventional burner designs these two goals are often conflicting. However, using the latest technology and burner designs with diffused flame combustion techniques, high levels of efficiency via preheated combustion air with correspondingly low NOx emissions are now being achieved.
There are many types of reheating furnaces which are in operation in the steel plants. The structure of a reheating furnace consists of several zones. The reheating furnaces are normally designed with multiple heating zones namely (i) preheating zone, (ii) heating zones, and (iii) soaking zones. The semi-finished steel pieces are fed to the preheating zone and slowly moved through heating and soaking zones, sequentially. The steel pieces are heated to the target temperature roughly in the preheating and heating zones and are soaked in the soaking zone to retain the uniform temperature through the steel pieces, which are mainly heated by radiative heat transfer of surrounding gas. Each zone has a different purpose and the zones typically have independent burner controls even though the products of combustion move through the previous zones to exit the flue. The air-to-fuel ratio is typically set with the intention of producing a desired level of excess oxygen in the flue gas. The objective is to ensure that all the fuel is combusted within the reheating furnace but at the same time to avoid excessive combustion air which reduces the heating efficiency of the furnace.
The multi-zone construction of the reheating furnaces makes combustion optimization very difficult because of zone interaction, constantly changing product requirements, changing speed of extraction, and the act of extracting bars itself. There are many issues which can cause a drift in the end result. Some of these issues are as follows.
- Inaccurate metering of gas or air
- Changes in humidity of the air
- Significant amounts of fuel or oxygen migrating from another zone of the furnace
- In the case of preheated air via recuperators, there can be (i) leaks in piping or recuperators, (ii) temperature correction factors out of calibration, and (iii) seasonal variations
- Wear or damage to valve and actuators
- Leaks in furnace
Further based on burner capabilities and desired levels of excess oxygen, fixed stoichiometric ratio are required for each zone. The ratios may differ from zone to zone for the following two reasons.
- The desired excess oxygen may be different for each zone due to the relationship between oxygen level, temperature and scale formation.
- Stoichiometry may need to be adjusted for different burner turndown rates because of the mixing capabilities of the burners.
Normally, the operator of the reheating furnace does not know whether the oxygen is at or near the desired set point because of no real-time process feedback. The consequences of operating a furnace with this level of uncertainty can be significant. Considering the burner reactions and theoretical products of combustion, there can be possibilities when the stoichiometry varies off of set point. If the actual oxygen level in the flue gas exceeds the set point, efficiency is reduced adding unnecessary fuel costs. If the actual oxygen level is lower than the set point then the carbon mono oxide levels increase which creates both an unsafe operating condition as well as reduced efficiency due to unburned fuel exiting the furnace. In addition, air- fuel ratio controllers in the reheating furnaces are continuous adjusting their set points in order to meet changing furnace demands and thus the state of oxidation is also always changing. In practice the reheating furnace experiences some degree of incomplete combustion. There are several issues which contribute to poor mixing. These issues are given below.
- Burner efficiency
- Turndown
- Air and fuel velocities unmatched
- Ratio control out of adjustment
- Furnace leaks
Incomplete combustion due to poor mixing can also result in the co-existence of carbon monoxide and oxygen. In practice it is common to have both carbon monoxide and oxygen present. Therefore, optimal operation of a reheating furnace requires real-time combustion product data with the suitable sensors.
A recuperator is normally used in the reheating furnaces as a waste heat recovery unit to realize high thermal efficiency and energy conservation. The recovered waste heat is used to preheat the combustion air, which is then fed to a burner. The preheated air results into energy conservation and good combustion performance. However, the disadvantages included incorporating a large-scale heat recovery system for waste heat. Furthermore, the temperature of the preheated air is normally only around 600 deg C to 700 deg C at best.
There are two major developments in the area of reheating of semifinished steel in the recent past. These developments are namely (i) high temperature air combustion, and (ii) oxygen fuel combustion.
High temperature air combustion
High temperature air combustion (HiTAC) technology utilizes preheated air in excess of 1000 deg C. The adoption of this combustion technology in reheating furnace enables the steel plant to contribute greatly to the simultaneous reduction in energy consumption as well as reduction of emissions of carbon dioxide and oxides of nitrogen. Utilization of HiTAC technology also results into reduction in the physical size of the reheating furnace as compared with the traditional type of the furnace.
The basic concept of the HiTAC technology is that the combination of maximum waste heat recovery by high cycle regenerator and controlled mixing of highly preheated combustion air with burned gases yields uniform and relatively low temperature flames.
The regenerative burner used in the HiTAC technology has unique combustion characteristics. These characteristics result in an efficient and clean flame with an even temperature and heat flux profile. These properties result in an improved production rate and better product quality and a much milder environment for furnace components. HiTAC technology can result in reduced operation costs.
HiTAC technology provides significantly higher flame stability at all fuel–air mixtures (including very lean fuel mixtures), higher heat transfer, and low heat loss from the stack (waste heat). The method provides a means of recirculating the heat from the high temperature side (burned gas) back to the unburned mixture side using an appropriate heat exchange method. The preheating gives additional enthalpy to the unburned mixture without dilution by the combustion products.
With HiTAC technology there are significantly different flame features, flame stability, reduced emissions, and significant energy savings. The flame colour is found to be much different from the usually observed blue or yellow. Under certain conditions bluish green and green color flame has been observed using typical hydrocarbon fuels. In contrast, flameless (or colorless) oxidation of the fuel has also been observed.
The main features of the HiTAC technology are given below.
- Combustion of hydrocarbons with very high air pre-heat temperatures using a regenerator in the burner.
- Sensible heat from the exhaust products is used to heat combustion air (temperature greater than 1000 deg C). The technology attempts to have air preheat near target furnace temperature.
- Exhaust gas temperatures are around 150 deg C to 200 deg C.
- Extract most of the energy in the fuel for the heating process.
- There are fuel savings of between 50 % (replacing cold air) and 30 % (replacing air from recuperators).
- There is very even heat distribution in the furnace.
- Generation of NOx is very low.
In the regenerative burner, there is a pair configuration with each burner cycles between firing and exhausting. The combustion air cycles between two sets of path-ways in the burner. It enters through one set and picks up heat from the regenerator material in the burner. The combustion product gases exit through the other set and heats up the regenerator material to high temperature. On the next cycle the combustion air and the combustion products switch path-ways.
The concept of the HiTAC is illustrated in Fig 1 and is compared with that of conventional reheating furnace combustion. Extremely high temperature flames are usually generated in furnaces, if direct combustion between fuel and high temperature fresh air occurs. As a result of the modified furnace geometry, not only extinction of base flames occurs by the shear motion of high velocity inlet air but also the dilution of air with burned gas (BH) must occur prior to combustion by separating fuel and air inlets. It is to be noted that those are the conditions in which ordinary combustion cannot be sustained with ambient temperature air. In addition, the fuel injected separately into the furnace also entrains burned gas in the furnace, and some changes in the fuel, such as pyrolysis, decomposition, and vaporization of liquid fuel, if any, during this preparation period. Weak combustion reactions may occur between fuel and entrained product (B*F) and the main combustion follows in the mixing zone of fuel and diluted air with a large amount of burned gas (B*F*BH). The change of flame due to a low concentration of oxygen caused by the high rate of recycling of burned gas probably yields a broadened reaction zone, where relatively slow reactions may be taking place. In established combustion without preheated air, direct combustion between fuel and fresh air (F*A) occurs in the near-field of the burner. Thereafter, some combustion in diluted condition with burned gases may follow in the downstream portion of the flame because of the entrainment of recirculated burned gas by the incoming combustion air. Combustion (F*A) in the vicinity of the burner shows the maximum temperature in the furnace, and most of the nitric oxides emitted from the furnace are formed there. However, combustion in this region is essential to sustain the combustion in the furnace, and whole flame cannot exist if extinction occurs in this portion.
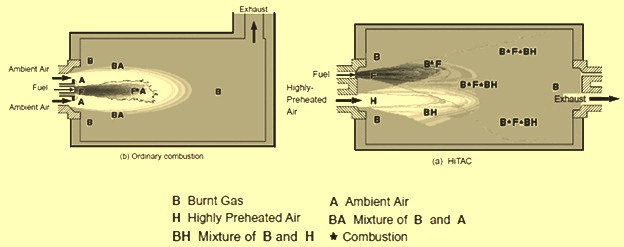
Fig 1 Concept of mixing and combustion with HiTAC technology
In spite of the use of highly preheated air, the mean temperature as well as the instantaneous peak temperature is considerably lower in HiTAC than in ordinary combustion.
Oxy- fuel combustion system
Oxy-fuel refers to the practice of totally replacing air as the source of oxidizing agent for combustion with oxygen which can be produced either by cryogenic technology or adsorption technologies. The general advantage of replacing air with oxygen is that the amount of nitrogen brought to the combustion process with air is almost or completely eliminated. Reduction of nitrogen in combustion allows for higher flame temperature and combustion efficiency since lower volume o the combustion gas reduces the amount of heat taken from the flame and lost to the exhaust. Thus, the advantages of using oxy-fuel as compared to air-fuel combustion are as follows.
- Reduction in the energy consumption
- Improved heating rate resulting in higher production (with no increase in furnace temperature set point)
- Reduction in the furnace emissions
In addition to the above advantages, the use of oxy-fuel combustion can sometimes result in lower capital investment as compared to other methods of improving efficiency such as recuperators or emissions control equipment. Oxy-fuel combustion also may result into lesser scale loss due to better control and shorter heating time.
Compared to air-fuel, oxy-fuel combustion has a much higher partial pressure as regards the two combustion products, CO2 and H2O. This improves the heat transfer rate. As the exhaust gases are not diluted with nitrogen, the gas phase takes a more active part in the heat transfer process, not only because the heat transfer conductivity and the heat capacity of CO2 and H2O are higher but also because both are high heat-radiating three atomic gases.
The flow pattern in an oxy-fuel furnace is advantageous compared to air-fuel. Exhaust gas volume is reduced by 70 % to 80 % because no nitrogen is present and because of the fuel savings. Thus, the residence time of the gas is longer, with more time to transfer heat to the product. The product is in fact immersed in a gaseous exhaust fluid consisting of CO2 and H2O, i.e. a moist ambience with a higher capacity to transfer heat.
When comparing an oxy-fuel furnace with an air-fuel furnace, both set at the same furnace temperature, the material reaches a set point value faster in the oxy-fuel furnace. This is because of the gas properties.
With the oxy-fuel combustion there is substantial increase in available heat as compared to air-fuel combustion. The increase in available heat is directly related to reductions in energy consumption and increases in furnace throughput.
An increase in available heat of combustion means that less heat is lost to the exhaust and a larger percentage of the total energy input is left to do the work in the reheating furnace. Thus, when available heat is increased the amount of total energy input required to do a constant amount of work is reduced.
The energy savings vary depending on fuel type, existing combustion ratio and combustion air temperature. Other factors such as reduction in flue port size and radiation loss can impact actual energy reduction rates with oxy-fuel. Another impact of increased combustion efficiency with oxy-fuel is the ability to increase heating rate and obtain more furnace throughput.
The practical limit to production increase is dependent on the ability of the semi-finished steel material to absorb heat and the time and temperature at which the semi-finished steel material is exposed to heat. Experience from various oxy-fuel installations indicates that material throughput can be increased in most operations without increasing furnace temperature set point with the exception of furnaces that are already meeting a set temperature ramp limit. Besides the increase in available heat, the higher oxy-fuel flame temperature and radiation potential of combustion gases have a positive impact on heating capacity and production rate.
Oxy-fuel flame temperature is generally 500 deg C to 800 deg C higher than air-fuel flame temperature. As radiation heat transfer is dependent on the temperature difference from the source to the receiver to the fourth power, oxy-fuel combustion results in a large increase in flame to the material radiation potential. The combustion products from oxy-fuel are also better sources of radiant heat transfer. This is because the majority of air-fuel combustion product is nitrogen which is not as an efficient radiant heat transfer mechanism as carbon dioxide and water vapor that make up the majority of oxy-fuel combustion products.
In some cases, furnace production is limited by the amount of gaseous emissions permitted to exit the furnace. Oxy-fuel combustion can also be a means to reduce furnace emissions and allow for increased production capacity within an allowable emission cap.
The volume of exhaust gases is substantially lower with oxy-fuel. Total exhaust gas volume with oxy-fuel is generally 70 % to 90 % less than total air-fuel exhaust gas volume. In many cases the exhaust gas volume reduction alone can be beneficial especially where the existing pollution control equipment is limited and/or where particulate emissions are a concern. A more important result with oxy-fuel combustion is lower emission of certain exhaust gas constituents. The most obvious result of using oxy-fuel combustion is the reduction in the fuel consumption. With the reduction in fuel consumption the emission of CO2 is lower over a given time or per unit of semi-finished steel material heated. While the generation of CO2 is not currently a major concern, the global warming and climate change which is taking place, indicates that more stringent conditions of CO2 emission may be a factor in the forthcoming future. A more immediate concern of many furnace operators is NOx emission. With oxy-fuel combustion the partial pressure of nitrogen in the combustion products is drastically reduced lowering the potential for NOx formation even at elevated flame temperature. Many factors impact the NOx emission rate from oxy-fuel fired furnaces. Purity of the oxygen product is one such factor. However, the major factor in minimizing oxy-fuel NOx emissions is furnace pressure control. Secondary air leak combined with high oxy-fuel flame temperature can greatly reduce the impact of oxy-fuel combustion as a NOx control technique.
Oxy-fuel flames have a higher temperature with less volume and length than air-fuel flames. The flame characteristic with oxy-fuel needs to be considered when designing oxy-fuel burner systems for the application of reheating of steel materials. Generally, steel reheating requires even temperature distribution so that localized over-heating or under-heating in the reheated steel product is avoided. The type and placement of oxy-fuel burners depends on the type of the reheating furnace and the proximity of flames to semi-finished steel materials.
Recirculation of the combustion products promotes movement of gases in the heating chamber, thereby minimizing temperature differences. Also, recirculation of combustion gases into the oxy-fuel flame lowers peak flame temperature and promotes a more even flame radiation profile to protect product closest to the burner from being over heated. There are several oxy-fuel burner designs available to obtain the recirculation effect including a patented nozzle along with other designs that utilize oxy-fuel flame momentum to produce gas recirculation.
While providing substantial benefits to efficiency, the low volume of combustion products with oxy-fuel combustion need some special attention when designing combustion control systems. Proper control of combustion ratio is critical for the reheating process as the products of combustion make up the heating atmosphere and ultimately impact the rate and type of scale formation. In air-fuel combustion systems, the high volume of nitrogen brought into the combustion process with air provides a damper or safety factor against changes in air to fuel ratio. With oxy-fuel this damper is almost completely eliminated. This means that a percent change in oxygen to fuel ratio with oxy-fuel combustion will have a larger impact on heating furnace atmosphere than same change with air-fuel combustion.
Good control of furnace atmosphere with oxy-fuel combustion needs a higher level of accuracy for the control system than with air-fuel combustion. Mass flow compensation is usually required to meet the accuracy required to maintain good furnace atmosphere with oxy-fuel combustion. Another important variable for control of oxy-fuel combustion involves furnace exhaust and pressure control systems.
Exhaust gas volume with oxy-fuel combustion reduces in the range of 10 % to 30 % of air-fuel combustion exhaust volume depending on the amount of thermal efficiency gains. This means that existing designs used to control furnace pressure with air-fuel combustion are in most cases are not adequate to maintain good furnace pressure control when converting to oxy-fuel combustion. Specifically, the control range of pressure control instrumentation with the larger flue port and damper sizes used with air-fuel combustion reduces to the point of being ineffective with oxy-fuel combustion exhaust volume. Therefore, it is necessary to reduce flue port size when converting to oxy-fuel combustion or to compensate for the lower exhaust volume when designing new reheating furnace installations. The lack of good furnace pressure control can result in tertiary air leak which can provide a source of nitrogen for additional NOx formation thus minimize or eliminate the potential for reduction of emissions. Air leak into the reheating furnace also influences furnace atmosphere and introduces complications for steel surface quality control.
The rate and type of scale formation is an important consideration for steel reheating furnace operations regardless of the type of combustion system. Besides steel alloy type, furnace atmosphere along with heating rate are the major factors governing scale formation. Good control of combustion ratio and furnace pressure is required to maintain control on scale formation and steel surface quality. However, the atmosphere produced by oxy-fuel combustion is different than the atmosphere with air-fuel combustion even under ideal conditions. .

Leave a Comment