Cold Rolling of Steels
Cold Rolling of Steels
The primary purpose of cold rolling of steels is to reduce the thickness of the hot rolled steel strips (normally in the range of 1.5 mm to 5 mm) into thinner thicknesses (usually in the range of 0.12 mm to 2.5 mm) which cannot be normally achieved during hot rolling in a hot strip mill. Besides reduction in thickness cold rolling is done for improving the surface finish of steels, for improving the thickness tolerances, for offering a range of ‘tempers’, for improving the physical characteristics, and for preparing the strip for surface coating.
Cold rolling makes the cold rolled sheets a much improved product. Cold rolled steel products offer good control of thickness, shape, width, surface finish, and other special quality features that compliment the need for highly engineered end user applications. To meet the various end user requirements, cold rolled sheets are metallurgically designed to provide specific attributes such as high formability, deep drawability, high strength, high dent resistance, good magnetic properties, weldability, enamelability, and paintability etc.
Cold rolling of hot rolled steel strips is done below the recrystallization temperature normally at room temperature. In cold rolling process, usually no heat is applied to the hot rolled strip before rolling. However, frictional energy at the contact surfaces of the strip being rolled gets converted into heat. This heat may increase temperature of the strip being rolled in rapid adiabatic process to a level of 50 deg C to around 250 deg C.
During cold rolling process the reduction in thickness is due to the plastic deformation which occurs by means of dislocation movement. Steel gets hardened because of the buildup of these dislocations. This increases strength and strain hardening upto 20 %. These dislocations reduce the ductility of the cold rolled steel making it useless for forming operation. To recover the ductility, cold rolled steels need to undergo an annealing process for the relieving of the stresses that have buildup within the microstructure during the process of cold rolling.
The thickness of the hot rolled strip is important in that the properties of the final cold rolled and annealed product is influenced by the percent of cold reduction. This means that the thickness of each hot rolled coil is carefully controlled to provide the cold rolling mill with a specific thickness to achieve the proper percent cold reduction. Among other things, the percent of cold reduction affects the forming behavior of the product after annealing
Through cold rolling deep drawing quality, extra deep drawing quality and extra deep drawing plus quality steels are produced to meet the deep drawing requirements for automotive applications in the downstream industry .
Cold rolling of plain carbon steels involves the following four steps.
- Pickling – In this step the scale formed on the surface of the hot rolled steel strip is removed since its non removal has several detrimental effects on further processing of steel during cold rolling. This step is described in detail in separate article under link http://www.ispatguru.com/pickling-of-scale-formed-on-hot-rolled-strip-of-carbon-steel/
- Cold rolling of pickled strip – It is done for reduction of thickness of the hot rolled steel strip
- Annealing – After cold rolling, annealing of cold rolled strip is done for the relieving the stresses that have buildup within the microstructure during the process of cold rolling. This step is described in detail in separate article under link http://www.ispatguru.com/annealing-of-cold-rolled-steel/
- Temper rolling or skin pass rolling of annealed strip – It is done to give desired mechanical properties, shape and surface roughness, and finishing to the cold rolled strips.
Cold rolling of pickled strip
Cold rolling of pickled hot rolled strip is accomplished by processing steel strip through a rolling mill which has an entry end reel for uncoiling the pickled hot rolled coil and an exit end reel for coiling of the cold rolled strip. In between, there are one or more (normally up to 6 nos.) rolling mill stands for carrying out the cold reduction. Each mill stand has vertically stacked rolls that are powered by huge motors to impart high compressive stresses into the strip. Mill stands can be 2- high, 4-high or six-high. 4-high stands are more widely used since they give maximum advantage over other two types.
Single or two stands cold rolling mills are normally reversing mills. A reversing mill is where the steel enters the rolling mill from one side, passes through to the other side and then comes back through the mill again. During each pass through the mill the direction of roll movement is reversed. In this operation of the reversing mill, the pickled strip is passed forth and back between mandrels on each side of the single or two stand mill. The strip is reduced in thickness on each pass until the final required thickness is attained.
Multi stand mills (normally three to six stands) are usually continuous tandem mills. Hot rolled pickled strip is fed into the tandem cold rolling mill from an entry end reel and progressively reduced in thickness by a preset percentage in each stand to achieve the final desired thickness as the strip exits the last stand. After the last stand, the strip is recoiled in the coiler.
For rolling of high alloy and stainless steels, A Z mill or Sendzimir mill is used which operates with a very small diameter work roll, normally about 50 mm, backed up by a number of rolls (6 to 20 in numbers) in a pyramid shaped stack. This roll set up allows extremely high forces to be exerted through the work roll and yet keep the work roll from extreme flexing. The take-up roll on the Sendzimir mill also exerts a tension on the coil as it comes through the mill. The combination of high pressure and tension makes the mill capable of rolling material thin and flat.
Typical reduction of hot rolled strip in cold rolling mill can range from 50 % to 90 %. The reduction in each stand or pass is to be distributed uniformly without falling much below the maximum reduction for each pass. Normally the lowest percentage reduction is taken in the last pass to permit better control of flatness, gauge and surface finish.
Cold rolling reduces the thickness of the strip by compression within the rollers. On the input side, the drives of the rolls need a corresponding energy supply. Because of the high applied roll forces, the strip is heated by the forming heat to a level of up to 250 deg C. In order to cool the rolls and also the rolled strip, they are lubricated and cooled by oil, water or emulsions. Examples for rolling oils are fat oil, mineral oil or palm oil; water-free rolling oils need to have flash points of above 300 deg C. The main reasons for lubricating are the reduction of roll forces and roll moments, the reduction of tool wear and the enhancement of the strip surface.
Modern cold tandem rolling mills are capable of rolling pickled hot rolled strips to a minimum thickness of 0.12 mm at a rolling speed of up to 2500 m/min. Continuous tandem mills can have a capacity of up to 2.5 million tons per annum.
Modern cold rolling continuous tandem mills are normally equipped with the following features.
- Hydraulic screw down system to maintain constant roll pressure and/or constant roll position.
- Computerized hydraulic automatic gauge control (HAGC) system. The system automatically and consistently maintains extremely tight tolerance throughout the length of every coil, regardless of speed.
- Continuous varying crown (CVC) system and enhanced shifting system
- Edge drop control system
- On line strip measurement and inspection systems
- Dry strip system after last stand to minimize the quantity of residual oil on the strip
After cold rolling, the strip is highly cold worked and not very useful for most applications. It needs to be annealed to soften the steel, and make it more formable.
Typical schematic of a 5 stand tandem cold rolling mill is shown in Fig 1.
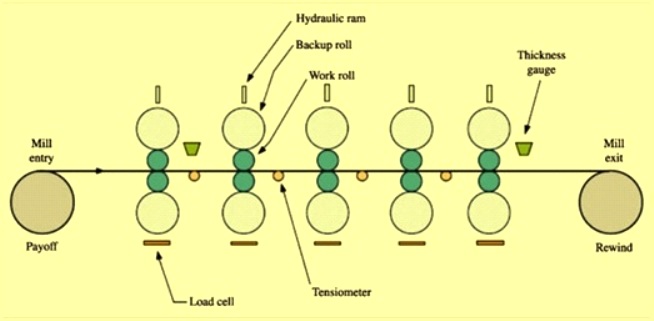
Fig 1 Typical schematics of a 5 stand tandem cold rolling mill
Temper rolling or skin pass rolling of annealed strip
Cold rolled coils after removed from the annealing furnace are in their dead soft condition and are therefore undergo a skin pass rolling or temper rolling in a skin pass mill. This involves a controlled light reduction of the cold rolled steel sheet and is carried out due to the following reason.
- Strip flatness is an important property for the organizations which perform further processing. This is because good flatness values allow trouble free operation of their plant and equipment. Skin passing improves steel sheet flatness.
- To minimize stretching of steel
- To minimize straining
- Skin passing causes the unsteady yield-point range, known as the Lüders band, to be transformed into a defined yield point. This serves to improve the flow behaviour during the deep drawing operation and to prevent unwanted lines of stress.
- To obtain desired steel surface texture. Setting the desired roughness of the strip surface enhances the yield of the deep drawing process as well as improves the adhesion of paints.
- To obtain desired mechanical properties
- To correct gauge inconsistencies in steel
Temper rolling does impart a small amount of cold reduction, typically in the range of 0.25 % to 1.0 %. Temper rolling results in a surface that is smooth and the yield point phenomenon (excessive stretching and wrinkling in subsequent operations) is eliminated. This makes the steel more ductile for further forming and stretching operations. After temper rolling the cold rolled sheet is oiled with rust preventive oil.
A single skin pass mill is independent rolling facility which usually follows the batch annealing stage and can be implemented very flexibly. This mill can process both hard strip and ultra mild strip. It also provides the perfect finish for cold rolled steel strip.
A special case is represented by what is known as the DCR rolling mill, or DCR temper mill. DCR stands for ‘Double cold reduction’. This two stand facility combines thickness reduction in the first stand with skin passing in the second stand. It is also possible to use both stands for skin passing. In this case the steel properties, such as a defined yield point, are set in the first stand while in the second stand, the desired surface characteristics are transferred to the strip.
Skin pass mills can also be installed directly in line in the exit section of a continuous annealing line. The strip can be completed in the process line and this has several advantages since the efforts and expenditure on coil handling is reduced substantially.
Cold rolled strip can be produced in various conditions such as skin rolled, quarter hard, half hard, and full hard depending on how much cold work has been performed. This cold working (hardness) is often called temper, although this has nothing to do with heat treatment temper.
Quarter hard sheets can be bent (perpendicular to the direction of rolling) on itself without fracturing. Half hard sheets can be bent 90 deg while full hard can be bent 45 deg. Thus, these materials can be used for in applications involving great amounts of bending and deformation, without fracturing.

Leave a Comment