Blast Furnace Tuyeres and Tuyere Stocks
Blast Furnace Tuyeres and Tuyere Stocks
The blast furnace (BF) has the objective of extracting the hot metal (liquid iron) from iron ore lump, sinter and/or pellet, coke and injected fuel. This objective is achieved by passing a hot enriched air flow (hot blast air) through the ore and coke burden which goes down in the internal column of the BF. The hot blast air and auxiliary fuel are injected into the blast furnace through tuyeres located around the perimeter of the BF.
The upper zone of the hearth wall of the blast furnace contains the openings for the tuyeres which are used to introduce the hot blast air into the furnace. The furnace jacket in the tuyere zone contains steel reinforced openings within which copper (Cu) cooled elements are installed, similar to that shown in Fig 1. The steel reinforcements in the jacket are called tuyere cooler holders. The large Cu cooler which is installed within the machined inner surface of the cooler holder is called the tuyere cooler. The Cu cooler which actually introduces the hot blast air into the furnace is called the tuyere. It is installed within a machined, inner seating surface on the tuyere cooler. The blowpipe is part of the tuyere stock air distribution piping, which delivers the hot blast air from the bustle pipe, and which mates with the tuyere, to direct the hot blast air into the furnace. The tuyere breast walls are usually made of carbon brick and the cooling is generally external with jacketed cooling channels on the outside of the shell. Some furnaces have internal staves in the tuyere breast between the tuyere coolers as a cooling design for the tuyere breast. Fig 1 also shows the arrangement of the tuyere cooler holder, which fits in the opening of the steel shell, the tuyere cooler that fits into the holder and the tuyere that fits inside the cooler. The surfaces where the tuyere and the cooler contact each other are machined to give an airtight fit.
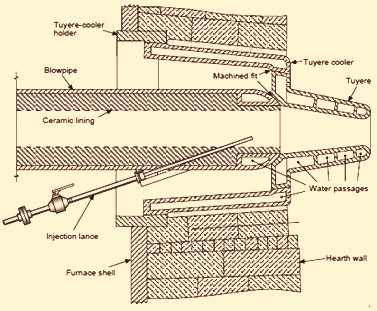
Fig 1 Blast furnace tuyere and blowpipe assembly
In the tuyere zone hot blast penetrates through the tuyeres into the coke creating physical combustion zones which are called raceways. Tuyere raceway is a kind of cavity between tuyeres nose (end of blowpipe) and deadman at the bottom of BF with a shape reminding of an upward bent pear. Hot air blows into the BF through blowpipe. Gas flow forms cavity. The length of cavity is the raceway depth. Raceway depth determines the size and shape of BF deadman. So it impacts the gas flow and heat exchange. In the raceway the carbon (C) in the coke and injected fuel react with oxygen (O2) in several steps resulting in bosh gas consisting of CO, H2, N2 and minor amounts of SiO, H2S, COS, Ar etc. The physical heat of hot blast and the oxidation of C are the main sources of heat in the blast furnace process.
The hot blast air blown for the BF process is provided by the air blowers. They blow atmosphere air into the hot stoves, and in this process, the temperature is raised up to about 200 deg C. When this cold air passes through the hot stoves, the cold air gets heated up and the temperature rises to around 1,200 deg C to 1250 deg C. The hot air blow system is consisted of 3 to 4 hot stoves working in a parallel or in a combination. The stoves supply hot blast air to the bustle pipe which is the large diameter circular pipe that encircles the blast furnace at above mantle level. The bustle pipe is internally lined with refractory to insulate and protect the outer steel shell from the high temperature air inside. The bustle pipe has the purpose of distributing the hot blast air from the hot stoves into the bottom of the blast furnace through a number of nozzles called tuyeres BF. The main equipments of this set are the straight tubes, the blowpipes, the tuyeres coolers and the tuyeres themselves. Both the tuyeres and tuyere stocks are integral components of the hot blast system of the blast furnace.
Tuyere stocks
Tuyere stocks connect bustle pipe to the tuyeres. The purpose of tuyere stocks is to supply hot blast air into blast furnace. Tuyere stocks are normally manufactured from boiler-quality /alloy steel plate and are lined with refractory material usually a castables. Each tuyere stock is the assembly of gooseneck, expansion bellow, connecting pipe, elbow, peep hole, blow pipe, fixing arrangement and tensioning device. The tuyere stocks adapts to the relative movements between the hot blast delivery system and the blast furnace. All the components of tuyere stock are usually flange connected. The blowpipe, which connects the hot blast system to the tuyere, normally fits into a machined spherical seat at the base of the tuyere.
The main components of the tuyere stock are tightly connected with the polished tapered surfaces by means of the consequent close arrangement of the next part in the previous one. Thus the closed-fitted tapered surfaces provide the leak-tight integrity of the joint. A disturbance of operating heating cycle as well as any leakage of the one of the joints in the tuyere stock results in the burning of the construction elements and failures.
Each tuyere stock normally has a twin-bellows arrangement in modern furnaces, and each bellows unit articulates by around +/- 3 degrees. The spherical nose on the blowpipe allows relative movement between blowpipe and tuyere. The blowpipes are usually suitable for use with different types of fuel injection.
The tuyere stocks are normally engineered for long service life. They adapts to the relative movements between the hot blast delivery system and the furnace. They are designed for long life and easy handling.
Tuyere stocks are generally designed to minimize joints and bends for improving the life of the refractory lining and minimizing pressure loss. The use of a horizontal jointing system, connected by means of quick release tapered wedges, facilitates quick and easy removal of blowpipe and elbow. Tuyere stocks are also designed to have features such as (i) adjustment for potential shifts of cooling ring ducts and tuyeres with their cardan joints, and (ii) adjustment according to the changing parameters of hot blast air.
The special features of tuyere stock normally include (i) spherical refractory joint, (ii) bellows unit with spherical bearing, (iii) fuel injection lance connection, (iv) elbow with peep sight, (v) bellows unit tied by tie bars with spherical bearings, (vi) horizontal flange on elbow for quick change with wedges, (vii) physical stops for limiting the movement to +/- 3 degrees, and (viii) down-leg with spherical refractory joint to enable maximum movement.
In some blast furnaces the nose of the blowpipe is water cooled, though in most of the furnaces this is not the case. The fuel injection lance enters through the wall of the blowpipe and usually discharges the fuel slightly off the centerline and about 50 mm back from the nose of the blowpipe. Some blast furnaces are equipped with dual injection systems that have two openings in the blowpipe to facilitate multiple tuyere fuels. In case of pulverized coal as a tuyere fuel, the injection lance placement is more critical to deter impingement on the inside of the tuyere and for better combustion of the coal.
The blowpipe is held tightly against the tuyere by tension in the bridle rod, which connects the tuyere stock to the hearth jacket. The bridle spring on the end of the bridle rod allows limited motion as the blowpipe expands and contracts with changes in hot blast temperature. The blowpipe is in tubular shape and is lined with refractory material to prevent its surface becoming too hot.
The blowpipe is an integral component of the hot blast system of a blast furnace. Positioned between the bustle pipe down-leg and tuyere, the blowpipe is generally a two-piece component, consisting of an elbow and a cone section, and is typically constructed with an outer steel shell lined with a two-component refractory system. Ideally, a blowpipe is designed to withstand the passage of O2 enriched blast for extended periods at temperatures and pressures exceeding 1150 deg C and 3.5 kg/sq cm, respectively. The operating environment and location also intensify the tragedy of a blowpipe failure since blowpipe failures are frequently catastrophic. Consequences of uncontrolled, sudden blowpipe failures include increased safety hazards, asset damage and production loss.
At the back of the tuyere stock on the centerline of the blowpipe and tuyere is a small opening through which a rod can be inserted for cleaning material out of the blowpipe. The opening is closed by a cap that can be opened when necessary but is gas tight when closed. In this cap, called a tuyere cap or wicket, there is a glass-covered peep sight that permits the operator to inspect the interior of the furnace directly in front of the tuyere. The upper part of the stock is connected by a swivel joint to the refractory lined nozzle of the gooseneck to which it is clamped by lugs and keys that fit into seats of hanging bars. Each gooseneck in turn is connected by flanges and bolts to a neck extending radial from the inside diameter of the bustle pipe. The bustle pipe is a large, circular, refractory lined and insulated pipe that encircles the furnace at above mantle level and distributes the heated blast from the hot blast main to each tuyere connection. The general arrangement of the bustle pipe, tuyere stocks and blowpipe is shown in Fig 2.
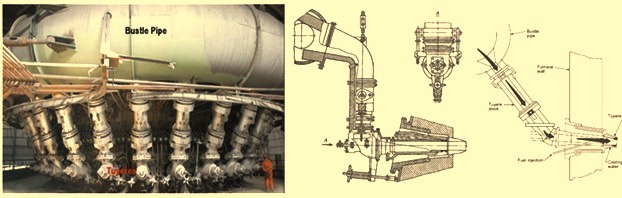
Fig 2 General arrangement of the bustle pipe, tuyere stocks and blowpipe
Tuyeres and tuyere coolers
Tuyeres are small pipes that permit hot air from the bustle pipe to enter the blast furnace. They are special shaped nozzles through which hot air blast is injected into the blast furnace. They are made of copper and are usually water cooled since they are directly exposed to the furnace temperature. They are located all around the blast furnace. There are four types of tuyeres used in blast furnaces. They are (i) single chamber tuyeres, (ii) double chamber tuyeres, (iii) multiple chamber tuyeres, and (iv) spiral chamber tuyeres. Double chamber tuyeres are the most widely used tuyeres.
The tuyere, tuyere cooler and blow pipe operate in case of the heaviest temperature conditions. The tuyere cooler is placed in the breast of the furnace lining. The nozzle is coupled with the tuyere which is already 250 mm to 350 mm deep inside the body of the blast furnace.
The first tuyeres were used in 1740 in the blast furnace of Nevyanskiy plant. The use of the tuyeres in the blast furnace practice gained widespread acceptance in the beginning of the twentieth century. Since then the tuyere design has been slightly changed although its manufacturing technique has been improving constantly.
The tuyeres are made of copper. Earlier the prior art-type tuyeres were made of pressed copper sheets, wall thickness up to 8 mm. These days blast furnace tuyeres are usually made of centrifugally cast copper which ensures maximum operating life of the tuyere by means of the high manufacturability that provides the highest material homogeneity and the absence of micro-pores. However this method is a bit more expensive than the tuyeres manufacturing by the means of vacuum casting. The latter is also sometimes applied in the production of the tuyeres and has a smaller conversion cost but there is a possibility of the slight non-homogeneity of material. Anyway, the casting method of the tuyeres production has almost superseded the application of the welded construction of the tuyeres due to its lower operating capacity despite of the lower production cost which is also associated with the hollow copper tuyere cooler casting. The tuyere cooler is also manufactured by means of casting and is made of copper (less often of bronze). It is mounted in the breast of the furnace lining and fixed through the flange with the additional welding to the hearth jacket.
The tuyere cooler and the tuyere are water cooled. On modern blast furnaces utilizing hot blast temperatures around 1200 deg C, the tuyere body water passages are designed to keep the water velocity above 20 m/sec. And the tuyere nose water passages are designed to keep the water velocity above 28 m/sec to improve the rate of heat transfer. Fig 3 shows tuyere and tuyere cooler.
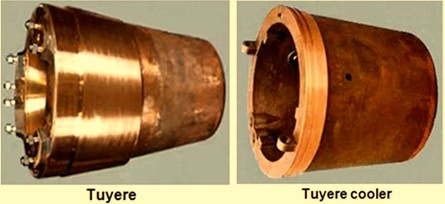
Fig3 Tuyere and tuyere cooler
The blast furnace tuyere is cooled by the water supplied at a rate of 15 – 25 cum /hour directly to the inner face of the tuyere. The heating temperature of the discharged cooling water is not to exceed 15 deg C. The pressure of the cooling water supplied to the face of the tuyere and tuyere cooler is not to exceed 5 kg/sq cm to 10 kg/sq cm. The use of the copper (with a purity of 99.5% minimum) as the material of construction allows the removal of the heat effectively from the cone body of the tuyere operating in the extremely hot conditions.
Made predominantly of cast copper, with water-cooled channels, the tuyere is the device that allows heated air to be blown into the combustion raceway of the blast furnace. Exposed to a harsh and turbulent operating environment, the tuyere region is dynamic and complex, containing combustion gases, liquid oxides (slags), liquid iron, coke, pulverized coal, char and temperatures frequently exceeding 2,200 deg C. Although recognized as a key component, an indestructible tuyere for blast furnace is yet to be developed. Poor tuyere reliability is not a recent phenomenon.
Despite being the dominant iron making route, and after several centuries of development, blast furnaces are still prone to suffering tuyere failures. A tuyere failure introduces a state of affairs that all operators try to avoid, typically furnace instability, increased costs and fuel rate, lost productivity, and increased safety and environmental exposure.
The durability of blast furnace tuyeres influences the economics of the blast furnace process. An inadequate durability increases the costs for tuyere material itself, on the one hand, and leads on the other hand to frequent repairs and stoppages and thus to a reduction of the blast furnace output.
Recognized as a critical component, tuyere reliability is frequently tracked as a key performance indicator (KPI) in blast furnace operation. A review of tuyere performance often indicates high failure rates and finds that unplanned outages to replace tuyeres have become routine.
When a tuyere fails, high-pressure water, which cools the tuyere, is allowed to enter the blast furnace. This water ingress sets in motion a chain of events which upsets furnace operation. This includes furnace instability, increased fuel and material costs, lost productivity, and increased safety and environmental risks. Taken to an extreme, a tuyere failure can result in the destruction of the blast furnace with ominous safety impacts.
Initially, prior to the advent of water cooling, many tuyere failures related to a tuyere ‘ironing’. With the invention of hot blast in 1828, tuyere design evolved to eventually include water cooling. By the close of the 19th century, the benefits of a water cooled tuyere were accepted within the industry, as was recognition of the effect of a failure. Reported effects of tuyere failures are (i) lower grades of iron (higher sulfur and lower silicon), (ii) chilled hearths, (iii)explosions, (iv) ‘wild gas’ for the stoves (likely high hydrogen contents), (v) increased safety risks (changing tuyeres while on blast), (vi) increased costs, and (vii) production loss. By 1918, J.E. Johnson Jr., in his text on blast furnace principles, advised operators of the ‘…ruinous effect of water on the operation of the furnace…’, while also quantifying the heat loss in terms of fuel for a leak (0.12 Cum /hour leak corresponding to a 2 % loss in hearth heat). Nearly 100 years later, tuyere reliability is still a topic of interest and is still a modern issue.
Attempts to improve tuyere reliability have continued to challenge blast furnace operators and tuyere manufacturers. As blast furnaces have been developed to run higher productivity, at lower coke rates mainly through pulverized coal injection, activity investigating the causes of tuyere failures has focused on burden, operating practices, tuyere design and manufacturing defects.
Frequently, causes of tuyere failures are self-evident. Erosion, abrasion and hot metal burns are all readily discernible from a cursory visual inspection. However, greater detail is needed to complete the analysis. By cutting sections from failed tuyeres, casting and manufacturing defects become obvious.
To prevent from tuyere failures is one of the most important tasks of iron producers since it is essential to keep stable operation and high productivity. A long-life tuyere has been developed in Japan. The characteristics of this tuyere are (i) pressure drop is low (saving energy) and water flow rate is high (high cooling capability) because the structure of the tuyere is eccentric, (ii) the tuyere is coated with some ceramic materials to protect from burn-out and abrasion at the outer surface, and (iii) the tuyere is designed to repair easily, which would decrease the expense on maintenance.
Damage to blast furnace tuyeres is caused essentially by thermal overloading, mechanical action and tuyere construction and manufacturing defects. Many studies have been carried out in the past on the thermal loading and mechanical attack on tuyeres and various concepts have been developed about the course of blast furnace tuyere destruction; for instance the possibility has been indicated that the tuyere material can be destroyed by direct contact with the hot metal through iron deposits below the tuyere.
The mechanical abrasion on the tuyeres is attributable to the solids moving in front of the tuyeres. The fact that the abrasion on the upper part of the tuyere nozzle is greater than that on the lower is said to confirm this assumption.
Besides such effects, caused by the blast furnace operation, construction, material and manufacturing defects have been given as the cause of tuyere damage. Cooling water circuits that do not allow good heat transfer are to be counted as construction defects. Casting defects and deviations from design are manufacturing defects that can be recognized by non-destructive testing. With improved cooling water circuits, as already embodied in an advanced tuyere construction, much improved tuyere durability is available from such tuyeres.
For reducing the tuyere wear, various protective layers have been tried. Metal oxides, in particular zirconium oxide, beryllium oxide and aluminum oxide, have been frequently used. Nickel or nickel alloys are said to be suitable as intermediate layers. Diffusion processes also lead to a resistant protective layer. As regards the mode of action and the success of protective layers for increasing the life, there are to some extent contradictory statements.
The mechanical abrasion on the tuyeres is attributable to the solids moving in front of the tuyeres. The fact that the abrasion on the upper part of the tuyere nozzle is greater than that on the lower is said to confirm this assumption. Recent studies on the movements in front of the tuyeres also point to this possibility of abrasive wear of the tuyeres.
Besides such effects, caused by the blast furnace operation, construction, material and manufacturing defects have been given as the cause of tuyere damage. Cooling water circuits that do not allow good heat transfer are to be counted as construction defects. Casting defects and deviations from design are manufacturing defects that can be recognized by non-destructive testing. With improved cooling water circuits, as already embodied in an advanced tuyere construction, much improved tuyere durability can be obtained.
To facilitate the failure analysis of tuyeres with respect to the manufacturing defects, electrical conductivity tests are often performed. Focusing on the common failure point, conductivity of the casting is measured across the weld line. According to the Wiedemann-Frantz law, electrical conductivity is proportional to thermal conductivity. Electrical conductivities as low as 16 % International Annealed Copper Standard (IACS) are sometimes observed. At the outer circumferential weld, where failures are most common, the thermal conductivity of the weld zone is usually only about one-third of the thermal conductivity of pure copper. This forms a weak point where the casting is not sufficiently cooled and simply melts away to eventual failure. Increase in the electrical conductivity specifications and more rigorous testing is needed at tuyere manufacturers since this parameter plays a significant role in tuyere performance.

Leave a Comment