Blast Furnace Cast House Equipments
Blast Furnace Cast House Equipments
The cast house floor of a blast furnace has always been one of the most dangerous working places in a blast furnace. Apart from working in an atmosphere which includes toxic gases, fumes, and dust, the operators have to perform hard and heavy manual work close to hot metal and slag runners and ladles filled with hot metal. Before the invention and installation of cast house equipment, the tapholes were opened and closed manually. Opening was done by means of steel bars and sledgehammers, whereas the taphole was closed by repeatedly ramming small amounts of clay or refractory material into the taphole, again with the help of long, heavy bars. In addition, on blast furnace, the blast had to be stopped, since it was impossible to close the taphole properly against the blast furnace pressure. This stoppage of the blast resulted in regular losses of production.
Samuel W. Vaughen of USA invented the first mud gun in 1895. His pneumatic mud gun machine operated with steam, had a detachable nozzle that had to be swung open to load the taphole mass. In 1901 there was another big change in taphole practices when Ernst Menne of Germany invented the oxygen lance. By blowing oxygen through a 1/8 inch pipe and igniting it, it was now possible to open the taphole very quickly compared to the pure manual method. The first records of taphole drills is found around 1921 when Edgar E. Brosius and Joseph E. Judy of USA suggested a method of drilling the taphole for its opening. Brosius even invented a combined drilling and lancing apparatus in 1924.
An excellent cast house setup is an important necessity for a low cost, high productivity blast furnace since an effective operation of blast furnace directly depends on an uninterrupted operation of its cast house equipment.
A decent plug, which fills the entire taphole channel with taphole mass, is the most important consideration to allow for a safe and quick opening subsequently. However, it is also important to be able to drill the plug open with a good repeatability in order to prolong the lifetime of the taphole channel or taphole block. Lancing has to be kept at a minimum.
The extremely hostile environment of the cast house floor calls for equipment that can take the heat while providing reliable and long term performance. Tapping technology of a modern blast furnace requires cast house equipments to be robust, reliable, durable, and efficient for giving high performance in the arduous conditions existing in the cast house. The equipments are to be designed and analyzed using the latest stress analysis tools, built and workshop tested to the highest standards.
Management of a large blast furnace with high level performance needs efficient and reliable cast house equipments. The strive towards highest operational efficiency and the reduction of operational costs has also pushed the development of cast house equipment technologies, resulting in a new generation of cast house equipments which can switch between various performance ranges for a maximum protection of taphole and hearth of the blast furnace.
A substantial reduction in manual work can be achieved through mechanization and automation in the cast house. A prerequisite of mechanization is a level cast house floor with flush and flat runner covers to provide mobile maintenance equipment with ease of access to all areas. Automation of all functions, such as dedusting damper position control, taphole drill and mud gun operation, via the software residing in a dedicated cast house PLC in combination with radio controlled tapping equipment reduces manual operation, allows operator mobility, and the convenience to effectively monitor each cast.
The important cast house equipments (Fig 1) are (i) taphole drills, (ii) mud gun machines (iii) manipulators for hot metal trough covers, (iv) tilting runners, (v) bar changers, (vi) mud gun filling machine, and (vii) jack dam drills.

Fig 1 Blast furnace cast house equipments
Taphole drills
Economic tapping requires a high performance taphole channel. In addition to the choice of appropriate taphole mass and the optimum opening strategy, optimal adjustments of the tapping parameters as well as their reproducibility are important. Taphole drills are to combine maximum flexibility with well proven high capacity drill hammers to ensure effective drilling.
Taphole drills are to provide (i) reliable opening of any taphole without delays, (ii) smooth taphole channel for less taphole wear (iii) minimize oxygen lancing for increased operator safety and prevention of damages to taphole structure, (iv) high reverse impact energy for safe withdrawal of stuck drill bar, (v) reduced equipment maintenance cost and prolonged hammer lifetime. Further they are to accomplish a maximum protection of the critical taphole area, in order to (i) maximize the lifetime of the taphole, (ii) reduce the number of taphole repairs, and (iii) increase availability of the blast furnace. As this optimized tapping practice protects the taphole as well as the blast furnace hearth it finally results into a longer blast furnace campaign life.
There are four options which are available for the opening of the blast furnace taphole. These are as follows.
- Manual oxygen lancing – This option is used as a last resort when all other options have not worked or during emergencies.
- Electro-mechanical taphole drills without hammering – This option was used in older blast furnaces for opening the tap holes. In modern furnaces this is not used.
- Pneumatic or hydro-pneumatic taphole drills – Pneumatic taphole drills have pneumatic hammering while hydro-pneumatic taphole drills have hydraulic hammering. These drills are used in many blast furnaces for opening of the tapholes but the performance of these drills is relatively inferior to fully hydraulic drills.
- Hydraulic drills – These drills are fully hydraulic with hydraulic hammering. These drills are used in all modern blast furnaces. The hydraulic taphole drills provide optimum drilling performance, employing a combination of high rotational drilling torque with a rapid percussive rate at medium impact energy. This provides efficient drilling operations, reducing the need for hammering operation and minimizing the potential for cracking of the taphole refractories.
Due to the development of high performance taphole masses with excellent abrasion and corrosion resistance, the taphole itself is no longer the limiting factor in tapping time. These high performance taphole masses have significantly increased the demands on tapping equipment. Pneumatic taphole drilling machines were quickly brought to their performance limits, leading to unacceptable opening times. Often the drilling process had to be combined with oxygen lancing, resulting in damages of the taphole and high maintenance costs. The solution to this problem was full hydraulic taphole drills which can cope with the demand of the modern taphole masses.
The basic design and installation requirements for taphole drills are as follows.
- The taphole drills are to be sufficiently powerful and rigid for accurate drilling of the taphole.
- It is to be possible to lock the drill in certain positions.
- All the movements and manoeuvres of the drill are to be remote controlled.
- It is to be possible to stop these at any given time.
- The taphole drills are to be fitted with a warning siren or buzzer which needs to operate automatically before the taphole drill is set in motion.
- The taphole drill is to be installed in such a way that when it is not in use, operators can move freely around it and carry out repairs on it. There is to be enough space for one person to pass between the taphole drill and any obstacle.
- Suitable means of protection is to be provided for the personnel working round the taphole drill, and it too is to be protected.
- Power lines are to be protected against heat and break outs and they are to have good mechanical strength.
- If electricity is used, it is advisable to have supplies via at least two independent circuits, one of which is to be a safety circuit.
- If control is hydraulic or pneumatic a suitably sized accumulator need to be installed.
The drilling requirements imposed by the taphole condition, change over the taphole length. Normally blast furnace operators are to choose between two drill hammer philosophies namely (i) low frequency / high impact energy hammering – for maximum drill feed, and (ii) high frequency / low impact energy hammering – for better protection of the tap hole and longer taphole lifetime. These days, taphole drills are available which are equipped with drill hammers capable of switching between a high impact frequency mode and a high impact energy mode to allow an online matching of the drilling parameters to the varying taphole conditions. These conditions can be (i) rotational drilling without hammering for maximum taphole protection, (ii) low frequency hammering with high impact energy for areas with hard inclusions and (iii) high frequency hammering with low impact energy to minimize mushroom break-offs and to maximize the taphole length.
These days the taphole drills are usually fitted with sensors suitable for the blast furnace environment. These sensors provide drilling parameter feedback for process monitoring and automation of the tapping technique.
Automation features in the taphole drills normally include optimized drilling (continuous monitoring and adjustment of feed force and drilling rotation), and automatic taphole length measurement.
Normally the following three types of drill rods are used in taphole drills.
- Solid drill rod with threaded upset forged drill bit – These rods are generally used for the drilling of short and easy-to-drill tapholes with soft taphole mud and no inclusion of slag or iron. The disadvantage of solid drills is that they can only be used on short tapholes.
- Drill rods with interchangeable steel drill bits – These rods give the best cost and performance results for ordinary taphole conditions. The drill bit makes a clean hole with constant diameter from beginning to end. The bit is made from carbon steel and is interchangeable with different drill rods. Storing of interchangeable bits of different diameters together with one type of drill rod results in considerable saving of cost.
- Drill rods with interchangeable drill bits (wing bits) – These drill bits are made from wear resistant cast steel and designed to drill holes with a very clean and constant diameter, even with harder muds and under more difficult conditions. For most tapholes these bits are the best compromise between high drilling speed/performance and good quality of drilled hole.
Mud gun machines
Mud gun machines perform one of the most important and critical operations in blast furnaces which is the closing of the tapholes. Closing a blast furnace taphole under any condition is a key safety requirement. This demands extremely high reliability and robustness from mud gun machines. In modern blast furnaces, tapping technology demands high performance mud gun machines allowing the use of wear resistant and quick setting taphole masses. Today’s high performance taphole masses cannot be handled without optimized temperature control of the mud gun machine.
The hydraulic drives of mud gun machines ensure that any operations with modern heavy duty tapholes are effective and secure. Mud gun machines are manufactured specifically for critical heavy duty operations, and their design and technical parameters fully comply with the requirements of modern technological processes of blast furnace operations.
The high taphole mass pressure with the inverse design needs a mud gun machine with a considerable space requirement. Nowadays, the best compromise between space restraints and maximum taphole mass pressures are 200 kg/sq cm plugging pressure/250 litres of taphole mass volume for small and medium size blast furnaces and 250 kg/sq cm/350–400 litres for large blast furnaces.
Mud gun machines are to be designed for high taphole mass ramming pressures, fast slew and automatic operation. These machines are to be reliable with high quality, long term failure free operations, ease of maintenance, and high level of serviceability.
Automation features of modern mud gun machines include ‘auto plugging’ for taphole closure, with pre-programmed adjustable ramming speeds, volumes and sequences, as well as taphole face monitoring and visualization/control of the hydraulic power system.
The basic design and installation requirements for taphole guns are as follows.
- The mud gun machine is to be powerful enough to extrude the taphole mass into the taphole against the full force of internal pressure of the blast furnace, even when the pressure rises above normal.
- The machine is to be capable of placing the mouth of the gun correctly in the taphole in spite of any obstruction by slags or other material.
- The machine is to be designed to extrude all the taphole mass required for the plug.
- It is to be possible to lock the mud gun machine in various positions.
- All the movements and manoeuvres of the mud gun machine is to be remote controlled and it is to be possible to stop these at any given time.
- The mud gun machine is to be fitted with a warning siren or buzzer which is to operate automatically before the mud gun machine is set in motion.
- The mud gun machine is to be installed in such a way that when it is not in use, operators can move freely around it and carry out repairs on it and there is to be enough room for one person to pass between the machine and any obstacle.
- Suitable means of protection is to be provided for the personnel working around the mud gun machine, and it too is to be protected.
- Power lines are to be protected against heat and break outs and they are to have good mechanical strength.
- If electricity is used, it is advisable to have supplies via at least two independent circuits, one of this is to be a safety circuit.
- If control is hydraulic, a suitably sized accumulator needs to be installed.
Control cabins for taphole drills and mud gun machines
Control cabins for the taphole drills and mud gun machines are to be located, protected and equipped in such a way as to permit operation even in emergencies. Accordingly, they need to have the following basic features.
- The location of the control cabin is to be such that the personnel are fully protected from the risk of break outs or explosions and can observe operations in a perfect manner.
- No combustible material is to be used in its construction.
- At least two different and independent entrances are to be provided, one of which is to afford access to an emergency evacuation platform on the outside and which is to be kept clear at all times.
- There are not to be any doors leading from the cabins to the runners.
- The observation window overlooking the tapping area is to be (i) be as small as possible but give the operator a complete view of the area of operations and location of the mud gun machine and/or taphole drill, (ii) be fitted with ‘Triplex’ glass panels on a frame which opens outwards, protected by a grille, (iii) controls are to be located next to the windows so that the operator can easily work them while following the progress of operations and precautions are required to be taken to prevent accidental operation of controls, and (iv) communication between the cabin and other places where work connected with the operation of the blast furnace is done, is to be provided by at least two separate systems of oral communication (internal telephone, intercom, and radio telephone etc.).
- The cabin needs to be provided with a ventilation system which draws air from an area not polluted by smoke or gas.
- If the cabin cannot be located in an area protected from possible splashing or explosions, the safety measures are to be intensified. In particular, the doors are to be set so that any explosion will tend to close rather than open them, and the walls, doors and roof are to be covered with flame and heat-resistant materials.
Manipulators for hot metal trough covers
For avoiding the cooling of hot metal prior to its draining into the hot metal ladles, the main and support troughs for hot metal are to be covered with fixed and removable covers. These covers are also required for efficient dust and fume extraction in the cast house. However, the tapping process and taphole maintenance require unobstructed access to the front area of the runner. Removable covers are usually lifted and moved by manipulators, opening access for taphole drills and mud gun machines. Using manipulators helps to fully cover the main trough and increase the safety of maintenance personnel.
Manipulators for hot metal trough covers are normally mounted under the tuyere platform. They are normally compact and are usually efficiently operated through remote control with a manual over-ride back up. Important features of manipulators for hot metal trough cover generally include a permanently connected cover and repeatable positioning. These manipulators can have either hydraulic or pneumatic operation.
Manipulators for hot metal trough covers result into minimized the cost of removable cover which are most exposed to high temperatures and quick wear. The manipulators are requires to achieve significant amount of free space on the cast house for safety and ease of maintenance.
Various designs of manipulators for hot metal trough covers provide flexible solutions for virtually all the requirements of the blast furnace cast house, minimize the capacity of manipulator, and its initial cost.
Tilting runners
Tilting runners are essential equipment for the cast house for the reliable and safe teeming of hot metal cast usually for large blast furnaces. A tilting runner is normally positioned between two hot metal tracks. The runner is first tilted to fill the hot metal ladle on one track and then tilted back to fill the ladle on the other track. While the second ladle is being filled, the first one can be replaced with an empty so that the cast can be continued uninterrupted while several ladles are filled.
Tilting runners are normally of rugged designs and are usually equipped with hydraulic drives for providing the angles required for teeming of the hot metal. They are large fabricated items and hence meeting of the welding specification is critical. They are well-conceived contingency strategies for ensuring operational safety. The operation of the tilting runner can be automated in combination with a level measuring system for hot metal ladles.
Bar changers
Bar changer is a robotic machine used to handle and install rods or soaking bars into the taphole drill. A bar changer normally incorporates a bar magazine containing different diameters of bar or rod. The arm of the moving carriage can load a bar from the magazine into the drill chuck, or remove a spent bar from the drill after use.
Mud gun filling machine
These machines are used for the automatic filling of the mud gun. A schematic for automatic filling of a mud gun machine is shown in Fig 2.
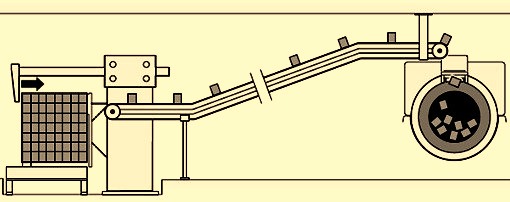
Fig 2 Schematic for automatic filling of a mud gun machine
Jack dam drills
Jack dam drills are for drilling a hole in the skimmer plate/wall of the main trough of the blast furnace. This ensures that cast products are fully drained from the furnace. The drills are made specific to the blast furnace to meet the specific requirements such as the main trough location, foundations, columns and fixed equipment for each specific cast house. Equipment drives are either hydraulic or pneumatic and are powered by either the general pump unit of the equipment system or independently. The drills are made either portable or stationary. Jack dam drill is a useful tool for the blast furnace cast house.
Other important tools and equipments used in the cast house
Other important tools and equipments used in the cast house are poking bars of different sizes and lengths, oxygen lancing equipments, sampling facilities, and temperature measuring facilities etc. These are in addition to the cranes and handling facilities which are needed for various operations in the cast house of the blast furnace.
Developments in cast house equipments
There has been a lot of development in tapping technology over the last 125-130 years. Whereas earlier developments focused on the mechanical aspects of equipment designs, recent efforts have focused on electric and hydraulic controls. Future developments will have to continue to strive for longer taphole lifetimes by allowing for harder taphole masses and by reducing the influence of the hammer’s impact energy on the hearth refractory. Alternatives to drilling and plugging have proven unfeasible up to today. The ’tapping valve’ for blast furnaces is still a dream of a blast furnace operator. Ideas like stopping or regulating the metal flow by magnetic currents have not worked out on an industrial scale.

Leave a Comment