History of Basic Oxygen Steelmaking
History of Basic Oxygen Steelmaking
Basic oxygen steelmaking (BOS) is the process of making steel by blowing pure oxygen (O2) in a liquid metal bath contained in a vessel which is known as basic oxygen furnace (BOF), LD converter, or simply converter.
The history of steelmaking began in the 19th century, when Reaumur of France in 1772, Kelly of the United States in 1850 and Bessemer of Britain in 1856 discovered how to improve on pig iron by controlling the carbon content of iron alloys, which thus truly become steels. While Reaumur, a chemist, was driven by scientific curiosity, but Kerry and Bessemer being engineers, were responding to the need for larger quantities and better qualities of steel which the industrial revolution, with its looms, steam engines, machines and railroads, had created. This had started a dialectical relationship between science and technology and the basic concepts of refining hot metal (pig iron) by oxidizing carbon (C) in a liquid bath were invented at that time.
This was a radical change from the gas-solid reaction in the shaft furnaces, the predecessors of blast furnaces which reduce iron ore with charcoal, or from the puddling of iron which was a forging and refining technology carried out in the solid state and which has no equivalent in the present time. The intensity of innovations which at the second half of the 19th century was impressive and it brought a paradigm shift. Steel making by Bessemer converter came into existence in 1856, the open hearth furnace, which can melt scrap in addition to refining hot metal, was discovered nine years only after the Bessemer converter in 1865, and the basic Thomas converter twelve years later in 1877. The Thomas converter was using air for the refining of the liquid metal.
The air-blown converter invented by Bessemer in 1856 is considered to be the first modern steelmaking process. In 1877, the Thomas process, a modified Bessemer process, was developed to permit the treatment of liquid iron with high phosphorus. In the Thomas process, phosphorus (P) was oxidized in what is called an ‘after blow’ after most of the C was removed from the bath. The open hearth process, also referred to as the Siemens-Martin (SM) process, was developed almost simultaneously with the Thomas process. The open-hearth process utilized regenerative heat transfer to preheat air used in a burner, and it is able to generate sufficient heat to melt and refine solid steel scrap and hot metal in a reverberatory furnace. Around the 1950s, the time when basic oxygen steelmaking appeared in the horizon, steelmaking was mainly based on open-hearth process technology. Hot metal and scrap were charged into large horizontal furnaces where burners provided energy for scrap melting. Oxygen (O2) lances were used to improve burner efficiency and to remove C and silicon (Si) from the hot metal. The open-hearth process was an allothermic process and thus external energy had to be supplied to the furnace. Typical tap-to-tap times were eight hours for heat sizes of 200 tons to 250 tons of liquid steel.
The next major innovation in steelmaking, which followed closely the invention of electricity, was the electric arc furnace (EAF) process of steelmaking. EAF was introduced by Heroult in La Praz around 1900 in the Alps valleys close to the source of the new energy since at that time it was not feasible yet to transmit electricity over long distances. The EAF technology was based upon tapping an energy that is a substitute to coal and also in melting scrap in even larger quantity than did the open hearth. EAF process of steelmaking was credited with starting an economy of recycling.
The concept of BOS goes back to 1856 when Henry Bessemer patented a steelmaking process involving O2 blowing for decarbonizing liquid iron (UK Patent number 2207). At that time there was no method available to supply the quantity of O2 needed for the process. The commercial quantities of O2 were not available at all or were too expensive, and hence the invention of Bessemer remained only on paper and remained unused. The steelmaking by blowing pure oxygen became practicable in 1928, when the company Linde succeeded in developing a method (the Linde-Fränkl process) for supplying pure O2 in large quantities. Due to the success of the Linde- Fränkl process, O2 also became very much cheaper, so that both preconditions (availability of large quantities as well as availability of cheap oxygen) for the introduction of the BOS process were fulfilled.
In both Europe and the USA, experiments with O2 were carried out repeatedly. Among those who worked with high purity O2 was Otto Lellep, but his concept of ‘blowing O2 vertically onto a bath of liquid iron’ proved unsuccessful. As per Hubert Hauttmann, who took part in Lellep’s experiments between 1936 and 1939 at the Gutehoffnungshütte, where he was employed at that time, the intention was to convert liquid iron by blowing in pure O2 through a nozzle in the base of the converter. The steel produced in this way was of miserable quality.
During the World War II, Engineers by names C. V. Schwartz of Germany, John Miles of Belgium, and Durrer Switzerland of and Heinrich Heilbrugge of Germany proposed their versions of O2 blown steelmaking, but only Durrer and Hellbrügge brought it to a level of mass scale production.
Carl Valerian Schwarz submitted a patent application in 1939 for blowing oxygen into the bath at supersonic speed. But this method too was ‘not yet capable of producing usable steel’. Although the later Linz- Donawitz (LD) process had similarities with Schwarz’s patent, its typical features were different (for example ‘central, vertical blowing,). It is surely due to the outbreak of World War II that the technology described in Schwarz’s patent did not lead initially to any practical applications. It was also at the end of the 1930s that Robert Durrer of Switzerland began experiments of his own.
After the war, Heinrich Hellbrügge and Robert Durrer (Technical director of the Roll’schen Eisenwerke) began further experiments at Roll’schen Eisenwerke in the Swiss town of Gerlafingen. The photograph of the first top blown oxygen converter at Gerlafingen is shown at Fig 1.
Fig 1 Photograph of the first top blown oxygen converter at Gerlafingen
It was Durrer who laid down the basic theoretical principles and advised VÖEST to blow the O2 from above in a separate vessel, after a contact had been established between Gerlafingen and VÖEST for an industrial-scale technical cooperation. A series of experiments using a 2 ton experimental converter was started on 3rd June, 1949 on the premises of VÖEST. After the team in Linz had suffered several initial setbacks, a breakthrough was achieved as early as 25th June, 1949, when the O2 pressure was lowered and the tip of the blowing lance was moved farther away from the bath, so that the jet of O2 could not penetrate so far. With this breakthrough, steel was produced that could be rolled into sheet without problems. VÖEST’s experimental department examined this steel and was very positive in its observations. This was the moment when the LD converter steelmaking process was born. The experiments continued until several hundred heats of 2 ton had been produced, after which they were switched to a specially constructed 15 ton experimental converter erected in the open air. The first batch was produced on 2nd October, 1949. The new grade of steel was subjected to continuous metallurgical and other tests.
The key factor for this innovation was the movement of liquid bath. Until then it had been considered impossible to obtain sufficient bath movement without blowing the O2 in at a greater depth. But this movement was achieved in a highly satisfactory way by the formation of CO (carbon monoxide). The principle of ‘soft blowing’ also promoted FeO formation which in turn absorbed the oxidized impurities to form slag. This helped in the production of an excellent new grade of steel.
In addition to the Roll’schen Eisenwerke in Gerlafingen and VÖEST, Mannesmann AG in Duisburg-Huckingen and ÖAMG (i.e. Donawitz) also expressed interest in May 1949 in the O2 blowing process or at least O2 metallurgy in general. During the experiments in Linz and after a demonstration of the process, a precise division of labour was agreed on 17th June, 1949. VÖEST was to continue work with crude steel from Linz in a much larger refining vessel while Mannesmann was to experiment with O2 blowing of Thomas steel, Roll’schen Eisenwerke would investigate the use of O2 in the EAF and ÖAMG would conduct tests with O2 in a low-shaft pig iron furnace. The agreement obliged everyone concerned with this O2 metallurgy ‘not to issue any statement or pass on any information outside their own companies regarding details of O2 refining that came to their notice or conclusions they may have reached during the discussions in Linz on 17th June, 1949.
On the basis of the agreement, it soon became evident from experiments in Donawitz that the use of oxygen in shaft furnaces was valueless, whereupon the company began to explore different approaches. The process developed in Donawitz for the recovery of slag with high manganese content by blowing with O2 led to the awareness that only the use of a blowing process with pure O2 should be considered for the steel production expansion and rationalization plans in Donawitz. Following extensive investigation and successful development work on a 5 ton or 10 ton experimental setup, with oxygen supplied during the first tests from cylinders arranged in series, the company management decided to build a new steelworks, which would be ready for operation in two years. The Donawitz engineers initially named their process ‘SK’, from the German initials for ‘Oxygen Converter’. This term helped distinguish the activities of VÖEST and ÖAMG to a certain extent.
On 9th December, 1949 the then managing director of VOEST Heinrich Richter-Brohm took a decision not without risk for the building of the first LD steelworks. Not long after this and after clarification of questions concerning production methods for harder grades of steel, it was decided to build an LD plant in Donawitz as well. The first patents for the process were applied for in 1950.
In the annual research and quality assurance report of 1951, it had been stated that ‘during the review year extensive research work was devoted to the LD steel grades, and a publication was issued. This type of steel is expected to possess great potential in terms of quality, and in particular will permit steel with a high-quality surface combined with good cold formability to be produced. This is especially important for thin sheet metal production, where until now good cold formability was only possible if certain surface flaws were accepted (killed steel grades). But steel with higher yield strength can also be produced extremely advantageously by the oxygen refining process’.
By 1951 it became possible in Linz to refine hot metal with pure O2 in steelmaking into an innovative, operationally reliable process for the production of bulk quality steel in Linz. Announcement of the new process was made for the first time in December 1951, at the conference ‘Steel Refining with Pure Oxygen’ of Austrian Society for Metallurgy in Leoben. At the conference Robert Durrer stated that the two metallurgical plants (Linz and Donawitz) had developed the concept of blowing high purity O2 onto domestic hot metal into a viable industrial process, and congratulated them on this great success. With this announcement Austria became the first country to produce steel on an industrial scale from hot metal by blowing pure O2. The cross section LD converter before and during O2 blowing in the liquid metal bath is shown in Fig 2.
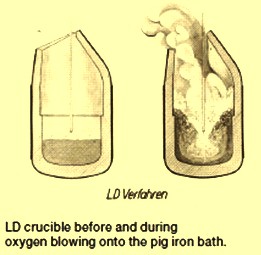
Fig 2 Cross section LD converter before and during O2 blowing in the liquid metal bath
On 27th November, 1952 the first converter was commissioned at LD Steelworks 1 (Fig 3) in Linz which was a milestone in the steel production by the O2 blowing principle. On 5th January, 1953 this LD Steelworks, the first in the world, was officially opened. By 17th June, 1953, LD Steelworks 1 in Linz had already produced 100,000 tons of LD steel, and by early December 1953 the 250,000 metric tons of steel was produced. The second LD Steelworks went into operation on May 22, 1953 at the Österreichisch-Alpine Montangesellschaft (ÖAMG) in Donawitz. The process, now developed to full operating maturity, exceeded all expectations in both the quality of the steel it produced and its economic viability.
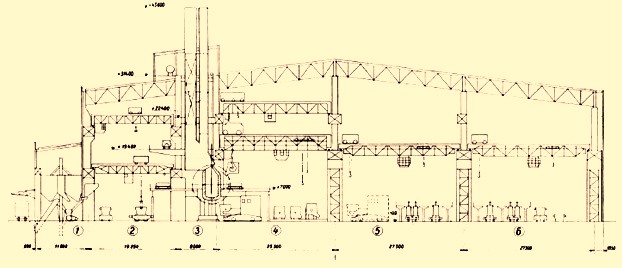
Fig 3 Section through converter building of LD Steelworks 1 at VÖEST
The exceptionally favourable metallurgical conditions in this process yielded crude steel free from O2 so that no deoxidation was required. The steel was a low gas, low nitrogen (N2) steel, free from phosphorus (P), sulphur (S), and unwanted accompanying elements. In its technical properties, especially cold formability, the steel produced in LD converter was clearly superior to the steel produced by the open hearth process. The LD process was also capable of supplying structural steel grades of outstanding quality. The steel produced in the LD converter had given excellent results in welded structures subject to very severe loads. Wide strip coils of the steel produced in the LD converter were being supplied in large quantities to cold rolling mills both in Germany and abroad.
The abbreviation LD for Linz- Donawitz which is customarily used today was adopted officially in 1958. The name LD was chosen since VÖEST in Linz and ÖAMG in Donawitz had developed it to industrial-scale maturity.
In August 1954 Dominion Foundries & Steel, Ltd. of Canada became the first corporation outside Germany to operate an LD steelworks. It had two 60 tons converters. It was followed in the same year by McLouth Steel Corp. in the USA, which started up its LD steelworks with the assistance of VÖEST plant director Rudolf Rinesch. In September 1956, the third company outside Germany to begin LD operation was the Société des Aciéries de Pompey, France, with a 15 ton converter. In 1957, five LD steelworks were commissioned in West Germany, Japan, Brazil and the USA another five were added to the total in 1958, two in 1959 at Rourkela India, and eight in 1960. In 1960 more LD steelworks were under construction that had been built until then, in the USA, Japan, Spain, Portugal, Italy (extension of existing plant), West Germany, Brazil, England, Scotland, Norway, Argentina, Australia (1961), and France.
Technical innovation in upstream manufacturing processes, particularly in the refining and casting processes, was essential for achieving the continuous improvement in the quality levels of the steels required for various applications. Due to this there has been also a continuous upgradation taken place in the BOS process since the commissioning of first of LD converter at Linz.
The original LD process consisted in blowing O2 over the top of the liquid iron through the water-cooled nozzle of a vertical lance. In the 1960s steelmakers started working on the bottom-blown converters and the introduction of the inert gas blowing for stirring the liquid metal in the converter and the removal of the P impurities
In early 1970s further development in the BOS steelmaking took place with the bottom blowing of O2 by usage of tuyeres protected by hydrocarbon gas or fuel oil. After having experiences with these two types of converters, combined top-and-bottom blowing vessels were developed. And in the late 1970s, mixed blowing was introduced in the converter of BOS process. Most converters now used in the world are of the combined type.
In homogeneities in chemical composition and temperature are created in the melt during the O2 blow in the top blown converters due to the lack of the mixing in the metal bath. There is a relatively dead zone directly under the jet cavity in the converter. The necessity to improve the steel making process in the top blown converter has led to the development of the combined blowing process. The first combined blowing practice to be commercially accepted was the LBE (Lance Bubbling Equilibrium) process developed by ARBE-IRSID. This process is much more closely related to the BOF process in that all the oxygen is supplied from the top lance. The combined blowing aspect is achieved by a set of porous elements installed in the bottom of the converter through which argon or nitrogen is blown. In LBE process the nitrogen gas is typically used almost exclusively for the majority of the blow in the range of 3 -11 N Cum/min. However in the later part of the blow when nitrogen absorption can create a problem, argon gas is used for stirring. In addition, argon is used almost exclusively as the inert gas for post blow stirring, at this time the rate is increased to 10-17 N Cum/min.
During the early years of the LD converter process, the top gas was completely burnt at the converter mouth through the open hood and then cooled in the stack either indirectly with water or by evaporation cooling system. At that time around 300 Kg of steam and 250 Cu m of off gas per ton of crude steel were produced.
Environmental aspects were a serious challenge for the converter process at the time it was industrially implemented in 1950s. The fineness of the dusts in the converter off gas forced the suppliers of the process to develop new dedusting systems. 1 gram of converter dust has a visible surface area of between 300 to 500 Sq m. In order to generally avoid the optical effects of ‘brown fumes’, the dust is to be cleared from the system to a level less than 100 mg per cubic meter. For this both wet type and dry type of de dusting systems were used. The challenge became more and more of an opportunity for the converter process as the number of environmental issues grew. And this opportunity helped in developing the system of the recovery of converter gas with suppressed combustion. Today economic and environment demands that the energy in the converter gas and the iron containing dust is collected and efficiently recycled.
During early sixties processes were developed to recover this high calorific value top gas of the converter so that the same can be used as gaseous fuel inside the plant. This has been achieved through suppressed combustion. The process equipment which is installed above the converter mouth has functions to cool down, to clean up and to recover the converter gas with the help of suppressed combustion. With suppressed combustion of the top converter gas, 70-100 Cu m of converter gas per ton of crude steel with a calorific value ranging from 1600 -2000 Kcal/N Cu m of gas is recovered. Besides 80 Kg/ton of crude steel steam is also made in case evaporative cooling system for top gas is adapted.
During the early days of steel making by the converter process, brown fumes from the chimney indicated that converter is working. Today as a result of converter gas recovery and cleaning system, the operation of the converter is detected only from the flare stack.
Since 1977, a number of improvements have been made in the design of the converter vessel itself, in refractory materials and refractory application practices, and in the design of the oxygen lance and furnace bottom nozzles, contributing greatly to the improvement of steelmaking efficiency and reduced unit consumption of raw materials and refractories, all of which are useful in prolonging the furnace life up to several thousand heats.
Today the size of the converter has increased and large converters holding up to 350 metric tons of iron are available. In the year 2014, out of a world’s total crude steel production of 1669 million tons, crude steel production by BOS process has accounted for 1229 million tons, which means 73.7 % of the total global steel production.
Leave a Comment