Aluminum in Steels
Aluminum in Steels
Aluminum (Al) is used for deoxidizing and grain refining in steels. It is a strong deoxidizer. It is also used as nitride former and as an alloying agent. Its ability to scavenge nitrogen (N) from steel makes it a useful addition in drawing quality steels, especially for automotive applications.
Aluminum (Al) is being used as a deoxidizing element in steels for more than 100 years. Deoxidation of steel with Al is common practice today. Al plays an important role in secondary metallurgy. It forms aluminum oxide or alumina (Al2O3) alumina and decreases the amount of oxygen in the steel during the production of killed steels.
Metallic Al is the most common addition agent. It is usually done in the form of notched bars, shots, pigs, small ingots, chopped wire, briquettes and other convenient forms such as coiled machine fed wire. Purity of deoxidation grade of Al is normally over 95 % with the main tramp elements being zinc, tin, copper, magnesium, lead and manganese. Coiled aluminum wire is usually made to 99 % minimum specification. A wire feeding machine is shown in Fig 1.
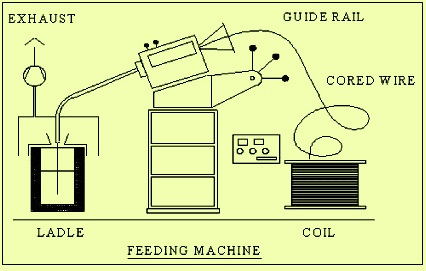
Fig 1 Wire feeding machine
Al is also added as ferro-aluminum which is a dense and highly efficient form of aluminum addition. Ferro-aluminum contains 30 % to 40 % Al and normally added in lump form.
Al may be added to the steel making furnace, teeming ladle, Ladle furnace, continuous casting tundish or ingot mould. Each type of addition has its specific purpose, and each addition produces its own characteristic results. Al is a very powerful deoxidizer, but has a disadvantage because of its low density. The density of liquid aluminum at steelmaking temperatures (1600 deg C) is about 2.0 tons/cum while the density of steel at this temperature is greater than 7.0 tons/cum. Therefore, when Al is added to the liquid steel bath, it floats at the steel/slag interface, where it quickly gets oxidized. Hence relatively small amounts of Al actually make contact with the steel. Wire feeding helps in overcoming this disadvantage since it is the force feeding of the Al deep into the steel bath.
Major additions of Al (for deoxidation and grain refinement) are made in the teeming ladle or ladle furnace. Addition is made early in the tap, after ferrosilicon, if used, and before major alloying elements are introduced. Al addition in the form of ferro-aluminum is preferred because of its higher efficiency and better consistency. The amount of Al addition for fully killed steels is dependent on steel composition, temperature, and tap carbon. As the carbon, manganese and silicon content of steel increases, less Al is needed
Al content of greater than 0.01 % can cause nozzle blockage in open stream continuous billet casting machines. Slab casters are less affected by this problem but most of them use submerged casting where the Al content is not as critical. Feeding Al wire into the open pouring stream below the tundish nozzle eliminates nozzle blockage, but can result into poor surface quality if not carefully controlled.
The amounts of Al normally used for deoxidation and/or grain size control present no problems in hot working of steelos, aside from the surface quality considerations. Aluminum deoxidation promotes the formation to ‘pancake’ ferrite grains. This structure is particularly beneficial for deep drawing applications such as automotive body panels. Aluminum improves strength in low carbon steels by fixing the interstitial nitrogen.
Aluminum has a weak effect on hardenability and hence it is never added for this purpose and, because of its grain refining properties, actually detracts from deep hardening. Heat treatable steels made to fine grain practice require slightly extra alloying to counteract this phenomenon. Al is, however, a ferrite former and promotes graphitization during long term holding at elevated temperatures. It also enhances creep, probably because of its grain refining property. Al, therefore, should not be used in Cr-Mo or Cr-Mo-V steels specified for boiler or high temperature pressure vessel applications. Perversely, Al is otherwise beneficial to such materials since it reduces scaling through the formation of a more tightly adhering oxide film, particularly if chromium is present as well.
Beyond its functions in deoxidation and grain size control, Al has several applications as an alloying agent. Nitriding steels, such as the Nitralloy family, contain up to 1.5 % Al to produce a case with hardness as high as 1100 VHN (70 RC). The outer layer of this case must, however, is removed by grinding to prevent spalling in service. The oxidation (scaling) resistance imparted by aluminum is exploited in some stainless steels and various high temperature steels. Precipitation hardening stainless steels make use of the ability of Al to form strength-inducing particles of intermetallic compounds.
Al combines very readily with N, and this effect has important commercial uses. Aluminum killed deep drawing steels are non-aging since AlN is extremely stable. Such steels do not exhibit stretcher strains (Lüder’s lines) or a yield point, even after prolonged holding after cold rolling. Aluminum is also added to nitriding steels for its ability to form an extremely hard case.
Al is an important addition to some high strength low alloy (HSLA) steels, and AlN is used to control grain size in normalized and heat treated steels. Again, Al removes N from solution and provides grain refinement. Both of these effects promote high toughness, especially at low temperatures.
Non metallic inclusions are always be present in Al killed steels. Since Al is among the strongest deoxidizers known, it can combine with, and partially or totally reduce, any other oxides present in steel. The phenomenon is quite complex and depends not only on Al, but also on oxygen, nitrogen, sulfur, manganese, silicon, and calcium contents of steel. Steels deoxidized with silicon and aluminum contains complex inclusions containing silica, alumina and manganese and iron oxides. As Al is increased, it gradually replaces silicon in the inclusions, and the principal inclusions in AL killed steels are alumina and iron-manganese aluminates. Calcium-aluminum deoxidized steels contain calcium aluminates, the composition and properties of which depends on oxygen content.
Al also has a profound effect on the structure of sulfide inclusions. The three basic types of sulfides present in steels have been designated as Type 1 (fine, randomly distributed spheroids, usually oxy-sulfides), Type 2 (intergranular chains which are most harmful to mechanical properties), and Type 3 (large, globular particles with complex, multiphase structures). Incomplete deoxidation with Al results in Type 1 inclusions, complete, but not excessive deoxidation produces Type 2 inclusions, while excessive aluminum addition leads to the formation of the Type 3 inclusions.
High Al contents also promote the generation of inter-dendritic alumina galaxies, which can impair machinability. Al is added in some stainless steel grades to improve machinability.
Effect of Al on steel microstructure
Al in the presence of nitrogen can form aluminum nitride (AlN). AlN can exhibit either a hexagonal structure (the stable form of aluminum nitride at room temperature) or a metastable cubic structure.
AlN does not contribute greatly to precipitation hardening but it has a strong effect on grain refinement by inhibiting grain growth in steels, leading to improved mechanical properties.
Effect of Al as AlN particles on steel microstructure
The rate and kinetics at which AlN precipitation takes place in steel depends on various parameters such as chemical driving force, time and temperature. The chemical driving force, which is directly related to the concentration of Al and N in steel, is one of the most important parameters which can affect the presence and the volume fraction of AlN in steel. One of the main reasons for utilizing Al in steel is to obtain a finer grain structure. Decreasing the grain size is the only way of increasing both strength and ductility simultaneously. When plain carbon steel is held at high austenitizing temperatures, grain growth takes place resulting in a relatively uniform, equiaxed coarse austenite grain structure. The reduction of grain boundary area and consequently the grain boundary energy is the driving force for grain growth. However, the presence of AlN changes this gradual grain growth regime. In Al treated steels, grain growth is inhibited at lower temperatures, but at a certain temperature, termed the sudden grain growth or grain coarsening temperature, sudden grain growth occurs. This abnormal grain growth results in a mixture of fine and very coarse grained structure.
Effect of excess Al on grain size
Depending on the level of additional Al, excess Al in steel has an influence on the microstructure in steels of different compositions. By adding 0.07 % Al, ferrite grains become finer, while the addition of more than 0.1 % Al leads to slightly coarser ferrite grains as compared with the lower Al content steels. A similar phenomenon occurs in ultra low carbon steels where increasing the Al content leads to a coarser and more equiaxed grain structure which is believed to be attributed to the effect of Al and N content on AlN. A change in Al content affects not only grain size but also grain size distribution. In general, the grain size distribution becomes more uniform in higher Al steels.
Effect of Al upon the austenite to ferrite transformation
It is well known that Al delays the austenite to bainite transformation. Based on an investigation carried out on high purity steels, it has been shown that large additions of Al (> 1 %) can raise the transformation temperature. In addition to the effect of Al on transformation temperature, it is also known to be a ferrite stabilizing element in amounts greater than 0.5 % and as the Al content increases the microstructure tends to a ferrite / martensite structure.
Segregation of Al to grain boundaries
Whilst the segregation/ partitioning of Al to the advancing ferrite/austenite interface has been proposed as a mechanism for the effect of Al on the transformation behaviour in steels it has also been suggested that Al, like boron, can affect the transformation behaviour (nucleation and growth) by reducing the austenite grain boundary energy. The formation of a monolayer of segregant at the interface boundaries is believed to affect the grain boundary mobility.
Other aspects of excess Al on microstructure
In addition to the effect of Al on transformation behaviour and grain size, Al is known not to form carbides in steel. Hence, Al interferes with the formation of the pro-eutectoid carbide network at the grain boundaries and also inhibits the precipitation and growth of the carbide plates in ultra high carbon (UHC) steel. Excess Al can increase the ductility of UHC steels by changing the carbide morphology and inhibiting the formation of the carbide network. Furthermore, Al can affect the formation of microalloy carbides due to its non carbide forming property.
Effect of excess Al on mechanical properties
Although Al is not considered as a precipitation strengthening element, it can affect mechanical properties as a solid solution strengthener or grain refining element by changing the microstructure. Al has a dramatic effect on hardenability, particularly in Cr-Mo steels even when present in amounts as low as 0.01 %.
In the case of hot rolled, ultra low carbon Nb interstitial free steels, Al additions have a softening effect and also decrease the strength. The softening effect of Al is as a result of decreasing the number of fine NbC precipitates due to decreasing the carbon activity by Al and promoting coarser, more uniform and equiaxed grain structures as a result of coarsening AlN precipitates.
Al additions can improve the impact behaviour of steel. Al additions of up to 0.2 % can increase the impact behaviour by removing nitrogen from the steel due to the formation of AlN and also by refining the grain boundary carbides without considerable influence on strength.
In addition to the effect of Al on impact behaviour, the influence of Al on strength as a solid solution strengthener has been investigated. Although the atomic radius of Al is similar to silicon, which is accepted as having a large solid solution strengthening effect in iron, until recently Al has not generally been considered to be a solid solution strengthening element. However recently, the significant effect of Al as a solid solution strengthener in steel has been shown. A 1 % addition of Al to low carbon and low nitrogen steels gives an approximate 70 MPa increase in strength which is similar to the effect of silicon in steel as would be expected from the similar atomic sizes of both elements. These changes in mechanical properties are not only dependent upon the levels of Al but also on the concentrations of carbon and nitrogen. There is a masking of the strengthening effect of Al (for levels lower than 0.2 % Al) possibly due to the formation of AlN. AlN formation removes the N from the solution and reduces the interstitial solid solution strengthening effect of N which is about 5 MPa per 10 ppm. It may be noted that if adding 0.2 % Al improves the tensile strength by 15 MPa, removal of 40 ppm nitrogen decreases the tensile strength by 20 MPa and finally adding 0.2 % Al leads to 5 MPa reductions in strength.
Furthermore, the presence of martensite is another reason for the decrease in tensile strength on adding Al at levels greater than 0.2 % in steels which have about 0.1 % carbon present. Al can delay the austenite to ferrite transformation and promote retained austenite or a martensite microstructure, specifically in the pearlitic region. To negate the interference of Al on the formation of martensite and removal of free nitrogen, investigations on very low carbon and nitrogen steels (0.02 % C and 0.001 % N) have shown that the solid solution strengthening effect of Al is about 70 MPa per 1 % independent of grain size. It is believed that Al affects the mechanical properties via several possible strengthening mechanisms. However, it is important not to consider the Al in isolation but to always be aware of the full composition of the steel.
Al in TRIP, TWIP and Hadfield steels
Usually TRIP (transformation induced plasticity) steels have more than 1 % silicon to promote retained austenite in the microstructure. However, silicon can form a silicon oxide film on the surface and reduce the galvanizability and weldability of steels, specifically for spot welding. Some attempts have been made to solve these problems by reducing the silicon content or replacing the silicon by other elements such as Al and phosphorus. The substitution of silicon by Al showed that it has potential for use in TRIP steels. However it is less effective than silicon, for the same concentration, in terms of suppression of the carbide formation.
Furthermore, a full substitution of silicon by an equivalent amount of Al leads to considerable reduction of strength. It should be noted that the effect of Al on the formation of strain induced martensite has been investigated and it was shown that as the Al content increased the formation of strain-induced martensite and also deformation twining became more difficult.
In addition to using Al in TRIP steels, it has been added in amounts between 1 to 8 % to TWIP (twining induced plasticity) and Hadfield manganese steels to modify their mechanical properties. The results showed that Al decreases the frequency of mechanical twins in austenite of Hadfield composition as a result of increasing the stacking fault energy of the austenite as also shown in TRIP steels.
Leave a Comment